
taillage a l'étau limeur / application a la tailleuse rollet sunderland 5a
2 participants
Page 1 sur 1

taillage a l'étau limeur / application a la tailleuse rollet sunderland 5a
jean louis morel Mar 22 Avr 2014, 18:53
bonjour a tous je prends la plume informatique pour poser une question a propos des angles de pressions dans le cas du taillage a l'étau limeur
ce genre de processus est connu de tous pour info
je me sert d'une vidéo you tube ceci:
https://www.youtube.com/watch?v=adRlGffXM5k
je fais comme cela dents par dents pour ceux qui veulent comprendre la cinématique voir ceci!!!
https://www.youtube.com/watch?v=W69m2cDaqvY
je voudrais savoir comment modifier l'angle de pression de l' outils pour me permettre de faire
des engrenages du même nombres de dents mais avec ses trois standard suivant
Angle de pression (α) : autre caractéristique importante, il définit l'inclinaison de la droite de pression T1T2 de la forme de la dent.
α = 20° est la valeur la plus utilisée, α = 14°30' est utilisé en remplacement d'engrenages anciens, α = 25° est un standard aux USA.
Forme de la dent en fonction de l'angle de pression
pour comprendre ce de l'ont parle !!
aller voir
http://www.zpag.net/Machines_Simples/engrenage_droit_dent_droit.htm
en milieu du sujet pour la définition de la tangente a la ligne engrènement
ceci pour me permettre de refaire une roue qui est particulièrement écaillé sur une vieille fraiseuse de marque américaine
CINCINNATI honniversatilde de 1939
et après de me refaire des couteaux d'angle de pression 25 degrés pour ma tailleuse sunderland rollet 5A comme cela
https://www.youtube.com/watch?v=Rm4EU1HknTY
je m 'excuse de mettre les adresse web et pas les vidéos en direct
si quelqu un peut mettre en ligne directement les supports vidéos et les croquis sur le milieu du sujet sur les formes de denture suivant l'angle
le sujet sera peut être plus visible
merci par avance
jlmomo85
C
ce genre de processus est connu de tous pour info
je me sert d'une vidéo you tube ceci:
https://www.youtube.com/watch?v=adRlGffXM5k
je fais comme cela dents par dents pour ceux qui veulent comprendre la cinématique voir ceci!!!
https://www.youtube.com/watch?v=W69m2cDaqvY
je voudrais savoir comment modifier l'angle de pression de l' outils pour me permettre de faire
des engrenages du même nombres de dents mais avec ses trois standard suivant
Angle de pression (α) : autre caractéristique importante, il définit l'inclinaison de la droite de pression T1T2 de la forme de la dent.
α = 20° est la valeur la plus utilisée, α = 14°30' est utilisé en remplacement d'engrenages anciens, α = 25° est un standard aux USA.
Forme de la dent en fonction de l'angle de pression
pour comprendre ce de l'ont parle !!
aller voir
http://www.zpag.net/Machines_Simples/engrenage_droit_dent_droit.htm
en milieu du sujet pour la définition de la tangente a la ligne engrènement
ceci pour me permettre de refaire une roue qui est particulièrement écaillé sur une vieille fraiseuse de marque américaine
CINCINNATI honniversatilde de 1939
et après de me refaire des couteaux d'angle de pression 25 degrés pour ma tailleuse sunderland rollet 5A comme cela
https://www.youtube.com/watch?v=Rm4EU1HknTY
je m 'excuse de mettre les adresse web et pas les vidéos en direct
si quelqu un peut mettre en ligne directement les supports vidéos et les croquis sur le milieu du sujet sur les formes de denture suivant l'angle
le sujet sera peut être plus visible
merci par avance
jlmomo85
C
jean louis morel- Membre confirmé

- Messages : 17
Date d'inscription : 22/04/2014
taillage a l'étau limeur
jean louis morel Mer 23 Avr 2014, 16:12
pour répondre a papy royan sur le taillage a l'étau limeur
je n'ai pas un câble qui fait faire la rotation d' une roue taillé au diamètre primitif du pignon a tailler
mais j'ai fabriquer un disque d'acier de 30 mm d’épaisseur et 280 mm de diamètre avec une rainure en queue d'aronde passant par le centre
avec un guidage linéaire au pas de 2mm vis de 16 de diam qui est réglable en diamètre et comme le volant interne d'un étau limeur avec la noix mobile
je règle la course trés précisément au diamètre primitif du pignon a taillé et j'ai une bielle fixe qui relie cette roue a un point fixe en façade du bélier de l'étau limeur
le diamètre de 280 mm me permet de faire 98% des engrenages a retaillé
et quand j’enclenche le mouvement automatique latéral de mon GSP
je taille parfaitement en développent de cercle une dents du nouveau pignon
devant cette roue j'ai mis un vieux mandrin trois mors avec des disques diviseurs 13/14/;;;;;;;;;;;;;;;;;;;;;;;43/44/45 division qui me serve
pour indexer le nombre de dents a tailler
l'étau limeur travaille tous seul et le déplacement latéral est 60 mm pour faire un bon arc de cercle pour tailler une dents
je vais faire prochaine ment une petite vidéo
a ++++++ jean louis https://2img.net/u/1113/17/64/16/smiles/431767.gif
je n'ai pas un câble qui fait faire la rotation d' une roue taillé au diamètre primitif du pignon a tailler
mais j'ai fabriquer un disque d'acier de 30 mm d’épaisseur et 280 mm de diamètre avec une rainure en queue d'aronde passant par le centre
avec un guidage linéaire au pas de 2mm vis de 16 de diam qui est réglable en diamètre et comme le volant interne d'un étau limeur avec la noix mobile
je règle la course trés précisément au diamètre primitif du pignon a taillé et j'ai une bielle fixe qui relie cette roue a un point fixe en façade du bélier de l'étau limeur
le diamètre de 280 mm me permet de faire 98% des engrenages a retaillé
et quand j’enclenche le mouvement automatique latéral de mon GSP
je taille parfaitement en développent de cercle une dents du nouveau pignon
devant cette roue j'ai mis un vieux mandrin trois mors avec des disques diviseurs 13/14/;;;;;;;;;;;;;;;;;;;;;;;43/44/45 division qui me serve
pour indexer le nombre de dents a tailler
l'étau limeur travaille tous seul et le déplacement latéral est 60 mm pour faire un bon arc de cercle pour tailler une dents
je vais faire prochaine ment une petite vidéo
a ++++++ jean louis https://2img.net/u/1113/17/64/16/smiles/431767.gif
jean louis morel- Membre confirmé
- Messages : 17
Date d'inscription : 22/04/2014
angle presion et réalisation de outillage de taillage ???
jean louis morel Sam 26 Avr 2014, 15:37
bonjour a tous
je regarde les réponses et sœur Anne je ne vois rien venir !!!!
peut que je n'ai pas formulé correctement ma demande
pour faire plus clair
quel angle d' affutage faut il appliquer a un des 3 couteaux simple d'étau limeur profil a 60 degrés trapézoïdal de module X
( module 1; soit 3,14159 de pas linéaire métrique)
pour respecté les 3 angles de pression a savoir
ancien engrenage 14,30 degrés
..........................20,00 degrés
et dents renforcé type taillage américain
.........................25.00 degrés
je cherche a avoir une réponse d'un ancien pro de l'etau limeur
car après je veux appliquer la méthodes a une tailleuse mono couteau type sunderland rollet 5 A
pour refaire des couteaux outils monobloc dans de l'acier a outils
'c'est du type taillage de crémaillère
il n'y a rien a vendre de occasion sur ce type d'outillage
outil couteau de tailleuse
salutations a tous bon samedi aprés midi
je regarde les réponses et sœur Anne je ne vois rien venir !!!!
peut que je n'ai pas formulé correctement ma demande
pour faire plus clair
quel angle d' affutage faut il appliquer a un des 3 couteaux simple d'étau limeur profil a 60 degrés trapézoïdal de module X
( module 1; soit 3,14159 de pas linéaire métrique)
pour respecté les 3 angles de pression a savoir
ancien engrenage 14,30 degrés
..........................20,00 degrés
et dents renforcé type taillage américain
.........................25.00 degrés
je cherche a avoir une réponse d'un ancien pro de l'etau limeur
car après je veux appliquer la méthodes a une tailleuse mono couteau type sunderland rollet 5 A
pour refaire des couteaux outils monobloc dans de l'acier a outils
'c'est du type taillage de crémaillère
il n'y a rien a vendre de occasion sur ce type d'outillage
outil couteau de tailleuse
salutations a tous bon samedi aprés midi
jean louis morel- Membre confirmé
- Messages : 17
Date d'inscription : 22/04/2014
réprésentation des angles 14,30 et 25 degrés
jean louis morel Sam 26 Avr 2014, 16:01

Forme de la dent en fonction de l'angle de pression
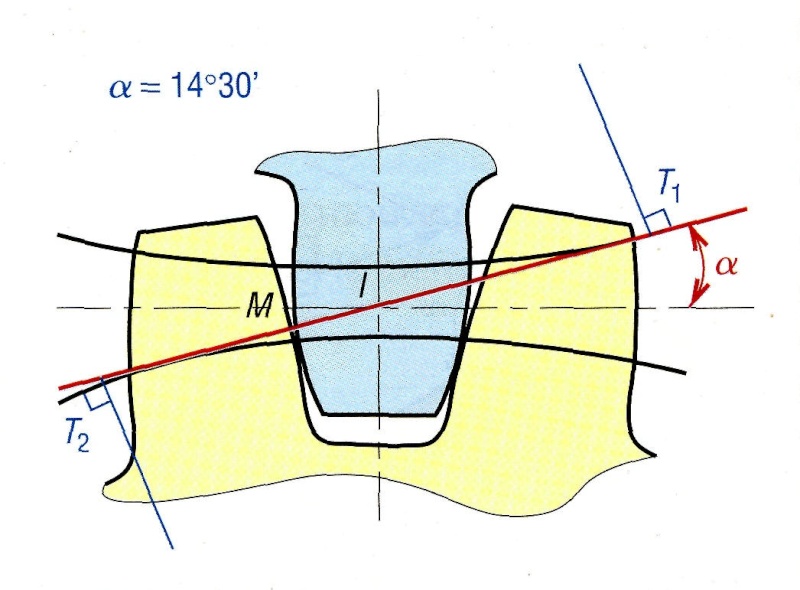
Contact dans le cas d'un angle de pression de 14°30'

Contact dans le cas d'un angle de pression de 20°
jean louis morel- Membre confirmé
- Messages : 17
Date d'inscription : 22/04/2014
suite de taillage a l'étau limeur et je crois fin du sujet ,,,?????
jean louis morel Dim 27 Avr 2014, 16:32
bonjour a tous et toute !!!
je vois que 125 membres du forum ont lu le sujet , mais hélas pas de réponse
ou même des questions pour ces pignons et engrenages pas courant
alors que je parle de tangente a la ligne de base de la denture avec le diamètre primitif de ce même engrenage
la je me dis que je parle hébreux ou plus
quoi qu'il en soit je passionne pas les forum-eux !!
cela fait deux nuits que je retourne le sujet dans ma tête et je quoi que j'ai en fin trouvé une réponse !!!
en relisant les sujet sur l'étau limeur
je suis retombé sur cela!!!!!
et alors là
eurêka lumière enfin
il suffit de faire un mouvement de rotation de l'outils de tête de l'étau limeur synchrone avec la dents a taillé pendant le déplacement latéral de la table
pour faire des dents avec un angle de pression 25 degrés ou tous les autres angles
il faut en entrainement crémaillére comme cela
https://www.youtube.com/watch?v=wkSI6H0-9XE
il faut bien sur remplacer la crémaillére de taillage par la tête rotative
et une rotation lier au déplacement latéral du cube d'étau limeur
ya plus car pensé a faire entrainement rotatif automatique pendant la course retour de la coulisse avec un secteur angulaire variable pour couvrir
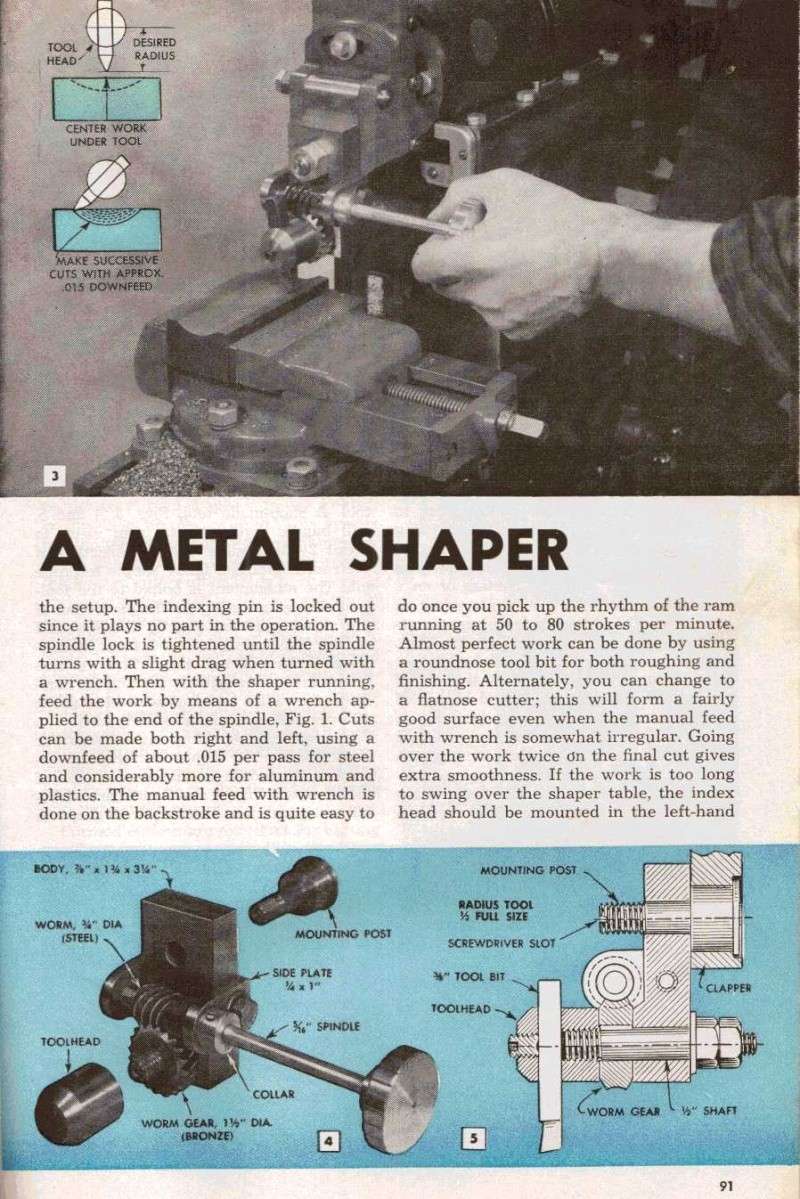
les différent module de pignons et différent angle de pression du petit porte outils du document
de
haut de page
merci a tous et toute je ferai une vidéo
de ma solution sur la coulisse du gros GSP
pour le math-eux et les matheuses!!!
la rotation angulaire va correspondre hauteur H a 2,25 du Module M ____ outils en avance de 4,25 degrés a gauche a l'attaque du taillage de la dents
................................................................................................................................0 degrés neutre a la position central avec ce même couteau trapézoïdale
.....................................................................................................................et enfin 4,25 degrés a droite (retard )lorsque la dents et fini d être taillé
et fin plus que la vidéo a vous faire !!
jean louis de la Vendée
je vois que 125 membres du forum ont lu le sujet , mais hélas pas de réponse
ou même des questions pour ces pignons et engrenages pas courant
alors que je parle de tangente a la ligne de base de la denture avec le diamètre primitif de ce même engrenage
la je me dis que je parle hébreux ou plus
quoi qu'il en soit je passionne pas les forum-eux !!
cela fait deux nuits que je retourne le sujet dans ma tête et je quoi que j'ai en fin trouvé une réponse !!!
en relisant les sujet sur l'étau limeur
je suis retombé sur cela!!!!!
et alors là
eurêka lumière enfin
il suffit de faire un mouvement de rotation de l'outils de tête de l'étau limeur synchrone avec la dents a taillé pendant le déplacement latéral de la table
pour faire des dents avec un angle de pression 25 degrés ou tous les autres angles
il faut en entrainement crémaillére comme cela
https://www.youtube.com/watch?v=wkSI6H0-9XE
il faut bien sur remplacer la crémaillére de taillage par la tête rotative
et une rotation lier au déplacement latéral du cube d'étau limeur
ya plus car pensé a faire entrainement rotatif automatique pendant la course retour de la coulisse avec un secteur angulaire variable pour couvrir
les différent module de pignons et différent angle de pression du petit porte outils du document
de
haut de page
merci a tous et toute je ferai une vidéo
de ma solution sur la coulisse du gros GSP
pour le math-eux et les matheuses!!!
la rotation angulaire va correspondre hauteur H a 2,25 du Module M ____ outils en avance de 4,25 degrés a gauche a l'attaque du taillage de la dents
................................................................................................................................0 degrés neutre a la position central avec ce même couteau trapézoïdale
.....................................................................................................................et enfin 4,25 degrés a droite (retard )lorsque la dents et fini d être taillé
et fin plus que la vidéo a vous faire !!
jean louis de la Vendée
jean louis morel- Membre confirmé
- Messages : 17
Date d'inscription : 22/04/2014
Re: taillage a l'étau limeur / application a la tailleuse rollet sunderland 5a
Okapi Dim 04 Mai 2014, 00:36
Je vais être honnête, pour aimer travailler à l'EL depuis pas mal de temps, et maintenant en avoir trouvé une version d'outilleur qui rentre dans mon atelier surtout…
C'est effectivement un peu de l'hébreu, en plus il faut avoir le temps d'aller regarder des vidéos, ce qui n'est pas l'occupation préférée de pas mal de monde.
Le système de copiage au câble est pour moi un peu de la bidouille vu l'absence de rigidité géométrique dans le système d'entrainement, comment être certain de la justesse si tout d'un coup l'outil patine, mais par contre il est nettement plus facile de faire un outil, et c'est sans doute pour cette raison qu'une personne à mis au point la méthode.
L'appareil décrit sur le document papier est connu et utilisé, mais pour fabriquer principalement des moules ou des formes d'étampage, voire des cames, par contre je ne vois pas pourquoi ni comment tailler un engrenage avec, il existe la forme inverse aussi d'ailleurs, pour travailler en convexe, un bon ouvrier est capable de faire une forme complexe à main levée avec ce genre de matériel en suivant le traçage.
Je ne comprends pas quel est le problème, si ce n'est qu'il est assez difficile de faire un outil sans projecteur de profil, surtout pour de petites dents, mais déjà avec un module de 1 on arrive à meuler son outil à main levée avec un peu de pratique, mais il est nettement préférable de faire un support car travailler à la meule assiette est quand même assez difficile, et l'épicycloïde est plus facile à reproduire symétriquement, qui est en fait le principal problème, après sur de très petits modules il est possible de travailler un côté à la fois et d'inverser le pignon pour faire l'autre face.
De toute manière fendre avant est préférable voir indispensable avec les pignons fins, cela diminue énormément l'effort, et ne pas oublier de bloquer le relèvement de l'outil sous peine de voir des angles faussés par le métal retiré lors du retour.
En fait, je recommanderais même à un débutant de tailler un côté à la fois s'il n'est pas très équipé au niveau meules et support, c'est ainsi nettement plus facile de faire l'outil, mais il faut bien sur maitriser parfaitement la reprise, et pour cela une butée réglable est indispensable(j'ai peut-être quelques photos qui trainent).
Sur ces pages il y a plusieurs PDF sur le sujet.
http://www.lecollectionneur.ch/etau-limeur/
C'est effectivement un peu de l'hébreu, en plus il faut avoir le temps d'aller regarder des vidéos, ce qui n'est pas l'occupation préférée de pas mal de monde.
Le système de copiage au câble est pour moi un peu de la bidouille vu l'absence de rigidité géométrique dans le système d'entrainement, comment être certain de la justesse si tout d'un coup l'outil patine, mais par contre il est nettement plus facile de faire un outil, et c'est sans doute pour cette raison qu'une personne à mis au point la méthode.
L'appareil décrit sur le document papier est connu et utilisé, mais pour fabriquer principalement des moules ou des formes d'étampage, voire des cames, par contre je ne vois pas pourquoi ni comment tailler un engrenage avec, il existe la forme inverse aussi d'ailleurs, pour travailler en convexe, un bon ouvrier est capable de faire une forme complexe à main levée avec ce genre de matériel en suivant le traçage.
Je ne comprends pas quel est le problème, si ce n'est qu'il est assez difficile de faire un outil sans projecteur de profil, surtout pour de petites dents, mais déjà avec un module de 1 on arrive à meuler son outil à main levée avec un peu de pratique, mais il est nettement préférable de faire un support car travailler à la meule assiette est quand même assez difficile, et l'épicycloïde est plus facile à reproduire symétriquement, qui est en fait le principal problème, après sur de très petits modules il est possible de travailler un côté à la fois et d'inverser le pignon pour faire l'autre face.
De toute manière fendre avant est préférable voir indispensable avec les pignons fins, cela diminue énormément l'effort, et ne pas oublier de bloquer le relèvement de l'outil sous peine de voir des angles faussés par le métal retiré lors du retour.
En fait, je recommanderais même à un débutant de tailler un côté à la fois s'il n'est pas très équipé au niveau meules et support, c'est ainsi nettement plus facile de faire l'outil, mais il faut bien sur maitriser parfaitement la reprise, et pour cela une butée réglable est indispensable(j'ai peut-être quelques photos qui trainent).
Sur ces pages il y a plusieurs PDF sur le sujet.
http://www.lecollectionneur.ch/etau-limeur/
Okapi- Chevronné

- Messages : 684
Date d'inscription : 26/08/2013
Contenu sponsorisé
» Taillage d'engrenage avec un etau limeur
» Tailleuse Liebherr WS1
» Tailleuse d'engrenages à fraise mère Lambert N°68
» Tailleuse d'engrenages à fraise mère WANDERER 31 M
» Tailleuse d'engrenages à fraise mère Mikron 102.03, 102.04 & 102.05
» Tailleuse Liebherr WS1
» Tailleuse d'engrenages à fraise mère Lambert N°68
» Tailleuse d'engrenages à fraise mère WANDERER 31 M
» Tailleuse d'engrenages à fraise mère Mikron 102.03, 102.04 & 102.05
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum