
petite rectif
+2
Lil
chris74
6 participants
Page 1 sur 1

petite rectif
chris74 Sam 15 Sep 2012, 18:30
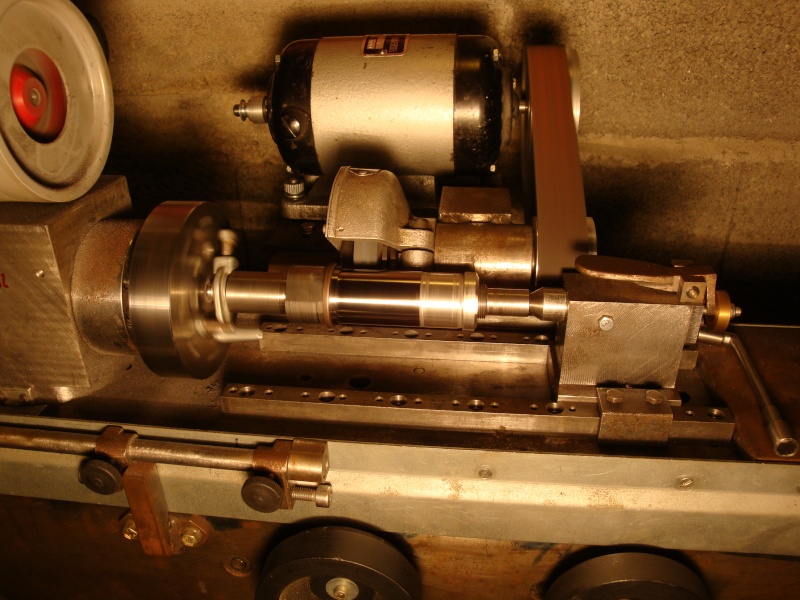
Voilà, après avoir attendu près de 2 semaines mes roulements à portées oblique, j'ai presque terminé la rectif qui sera monté sur la tourelle porte outils de mon 102.
Le moteur est issu d'une machine à coudre, il est alimenté sur le 220 et fais 150w. Sa vitesse est de 9000 tr/mn.
L'axe est tiré d'un porte outils en ER11, je l'ai fileté .
Voilà, j'espère pouvoir rectifier les soupapes qui posent soucis sur le 4 temps et faire un peu de rectif interne car j'envisage la fabrication d'un 4 cylindres à plats 2 temps et il faudrait, idéalement, rectifier les chemises pour faciliter le rodage.
Quelques photos pour montrer l'avancement du projet.
Il manque encore la courroie et il faut que je refasse une poulie.



Le moteur est issu d'une machine à coudre, il est alimenté sur le 220 et fais 150w. Sa vitesse est de 9000 tr/mn.
L'axe est tiré d'un porte outils en ER11, je l'ai fileté .
Voilà, j'espère pouvoir rectifier les soupapes qui posent soucis sur le 4 temps et faire un peu de rectif interne car j'envisage la fabrication d'un 4 cylindres à plats 2 temps et il faudrait, idéalement, rectifier les chemises pour faciliter le rodage.
Quelques photos pour montrer l'avancement du projet.
Il manque encore la courroie et il faut que je refasse une poulie.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre

chris74- Chevronné

- Messages : 774
Date d'inscription : 16/10/2010
Re: petite rectif
chris74 Mer 17 Oct 2012, 16:16
Après essais, la rectif ne fonctionne pas, le moteur est trop faible donc je suis passé à plus gros:



Malheureusement l'état de surface n'est pas très satisfaisant j'utilise une meule de Ø 125 et 8 mm d'épais grain 60, la surface apparait striée et non brillante, par contre la géométrie semble bonne, un coup de toile émerie 120 améliore le tout, mais c'est dommage de terminer comme ça
Apparemment il y aurait des vibrations.
Le moteur (mono 3000 tr/mn, 370w) est fixé sur une plaque de 7075 de 20mm d'épais elle même boulonnée sur le chariot supérieur. La meule est fixé via la tourelle, elle est entrainée par un axe de 12mm qui tourne sur des roulements à billes à portée oblique, pas de jeux apparents.
On m'a déconseillé d'utiliser une courroie crantée, pensez vous que le soucis puisse venir de là ? Sinon quoi mettre ? Les courroie trap sont trop rigide et l'entr'axe entre les 2 poulies trop faible.
Malheureusement l'état de surface n'est pas très satisfaisant j'utilise une meule de Ø 125 et 8 mm d'épais grain 60, la surface apparait striée et non brillante, par contre la géométrie semble bonne, un coup de toile émerie 120 améliore le tout, mais c'est dommage de terminer comme ça
Apparemment il y aurait des vibrations.
Le moteur (mono 3000 tr/mn, 370w) est fixé sur une plaque de 7075 de 20mm d'épais elle même boulonnée sur le chariot supérieur. La meule est fixé via la tourelle, elle est entrainée par un axe de 12mm qui tourne sur des roulements à billes à portée oblique, pas de jeux apparents.
On m'a déconseillé d'utiliser une courroie crantée, pensez vous que le soucis puisse venir de là ? Sinon quoi mettre ? Les courroie trap sont trop rigide et l'entr'axe entre les 2 poulies trop faible.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: petite rectif
Lil Mer 17 Oct 2012, 18:34
Hi Chris 
Les vibrations sont causées par l'ondulation menant - menée, surtout sans tendeur.
Dans la moitié (ou une partie) de la rotation, c'est la meule qui peut entraîner le moteur, ce que l'on voit très bien sur un moteur CC avec un scope. Une meule a un couple résistant très variable mais un très grand moment d'inertie (J élevé)
L'idéal est une courroie plate sur des poulies bombées.
J'ai fait, il y a bien longtemps une broche à multiplicateurs (2 étages - 2 x R:3) à courroies crantées 100 000 min-1 en sortie .
.
Le bruit et les vibrations étaient pour le moins ... désagréables .
.
Des courroies plates ont immédiatement résolu les problèmes.
Amitiés
Conseil très judicieux car à grandes vitesses les courroie crantées centrifugent et se font emmener par la charge.chris74 a écrit:On m'a déconseillé d'utiliser une courroie crantée, pensez vous que le soucis puisse venir de là ? Sinon quoi mettre ? Les courroie trap sont trop rigide et l'entr'axe entre les 2 poulies trop faible.
Les vibrations sont causées par l'ondulation menant - menée, surtout sans tendeur.
Dans la moitié (ou une partie) de la rotation, c'est la meule qui peut entraîner le moteur, ce que l'on voit très bien sur un moteur CC avec un scope. Une meule a un couple résistant très variable mais un très grand moment d'inertie (J élevé)
L'idéal est une courroie plate sur des poulies bombées.
J'ai fait, il y a bien longtemps une broche à multiplicateurs (2 étages - 2 x R:3) à courroies crantées 100 000 min-1 en sortie
. Le bruit et les vibrations étaient pour le moins ... désagréables
. Des courroies plates ont immédiatement résolu les problèmes.
Amitiés
_________________

Lil- Modératrice

- Messages : 3059
Date d'inscription : 12/07/2010
Re: petite rectif
chris74 Mer 17 Oct 2012, 21:13
Ok, pour les courroies plates, ça va pas être gagné, est ce qu'une courroie ronde, genre joint torique pourrait convenir, les poulies seraient plus simple à usiner.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: petite rectif
Lalu Jeu 18 Oct 2012, 15:54
Bonjour Chris
Je ne pense pas que les courroies rondes puissent convenir
En général, elles sont en matière assez souple .A haute vitesse et pendant le travail, le brin "menant " se tend tandis que le brin opposé se détend
Cela se traduit par une vitesse de rotation non stabilisée + vibrations
Une courroie plate est bien meilleure mais je pense qu'une courroie Poly V doit aussi convenir
Sur la photo, j'utilise une meule verte Ø75 à 8000t/mn . Le moteur est de type universel et de 125w (un peu faible)
Lalu
Je ne pense pas que les courroies rondes puissent convenir
En général, elles sont en matière assez souple .A haute vitesse et pendant le travail, le brin "menant " se tend tandis que le brin opposé se détend
Cela se traduit par une vitesse de rotation non stabilisée + vibrations
Une courroie plate est bien meilleure mais je pense qu'une courroie Poly V doit aussi convenir
Sur la photo, j'utilise une meule verte Ø75 à 8000t/mn . Le moteur est de type universel et de 125w (un peu faible)
Lalu
Lalu- Membre confirmé

- Messages : 19
Date d'inscription : 14/09/2010
Re: petite rectif
SULREN Jeu 18 Oct 2012, 21:35
Bonsoir,
Surtout quand elles sont fermées par soudure à chaud ou par collage, car cela crée une irrégularité dans la marche.
Je ne pense pas que les courroies rondes puissent convenir.
Surtout quand elles sont fermées par soudure à chaud ou par collage, car cela crée une irrégularité dans la marche.

SULREN- Chevronné
- Messages : 260
Date d'inscription : 24/07/2010
Re: petite rectif
Admin Ven 19 Oct 2012, 09:09
Bonjour
Chris, pour mon petit Emco Unimat 3 j'ai mis des petites courroies trapézoïdales et c'est nettement plus efficace que les rondes.
Je les avaient trouvées sur Annecy je me rappelle plus chez qui mais regarde chez Michaud Chailly Ils ont pas mal de choix.
Chris, pour mon petit Emco Unimat 3 j'ai mis des petites courroies trapézoïdales et c'est nettement plus efficace que les rondes.
Je les avaient trouvées sur Annecy je me rappelle plus chez qui mais regarde chez Michaud Chailly Ils ont pas mal de choix.

Admin- Administrateur
- Messages : 1795
Date d'inscription : 03/07/2010
Re: petite rectif
chris74 Ven 19 Oct 2012, 18:12
Merci, en courroie trap ,j'ai pas trouvé plus petit que 10mm sur place, mais je vais chercher sur le net
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Rectification cylindrique
cf63 Jeu 16 Mai 2013, 15:16
Bonjour à tous
Je viens juste apporter la petite expérience que je possède en complément à vos interrogations.
Sur ma rectif cylindrique SIT, la courroie de transmission du moteur au porte meule est une POLY-VE
(largeur environ 25mm moteur 3 cv)
Il est vrai que sur une meule de Ø250, la vitesse est moindre (en rectif extérieure).
Chez Lipemec la transmission pour la rectif intérieure (vitesse mini 20 000 t/mn pour meule de Ø 30) est fait par une courroie plate extra souple qu'il est conseillé de détendre afin de ne pas la déformer si machine en arrêt prolongé.
Le rapport de multiplication est d'environ 8, la poulie coté meule a un Ø 25, environ 200 coté moteur.
Quelques réflexions par rapport à ce que j'ai pu lire:
La rectification demande un peu de puissance (pour moi minimum 1/2 cv même avec une meule étroite).
Le montage des flasques sur la meule doit être soigné.
(grand Ø et usiné propre, pas de tôle emboutie, pas d'effet de voile, le mieux est un montage sur porte-meule avec un alésage conique.
La meule doit être équilibrée sur son porte-meule.
La meule doit impérativement être diamantée sur la machine.
Le montage du porte meule doit posséder le plus petit porte à faux possible mais aussi les roulements doivent être suffisamment éloignés l'un de l'autre.
Sur les broches haute vitesse du commerce, les roulements sont poussés avec un ressort de façon à compenser la dilatation du à la température.
Chez LIP; le porte meule haute vitesse tourne sur une "bague bronze" très longue, conique pour le réglage et lubrifiée en permanence.
Pour les montages sur un tour, il faut que la broche porte pièce tourne doucement, maxi 100 à 300t/mn et limiter au maxi les portes à faux.
Tous ces éléments participent à la diminution des vibrations et donc à l'amélioration de l'état de surface.
Cldt, cf63
Je viens juste apporter la petite expérience que je possède en complément à vos interrogations.
Sur ma rectif cylindrique SIT, la courroie de transmission du moteur au porte meule est une POLY-VE
(largeur environ 25mm moteur 3 cv)
Il est vrai que sur une meule de Ø250, la vitesse est moindre (en rectif extérieure).
Chez Lipemec la transmission pour la rectif intérieure (vitesse mini 20 000 t/mn pour meule de Ø 30) est fait par une courroie plate extra souple qu'il est conseillé de détendre afin de ne pas la déformer si machine en arrêt prolongé.
Le rapport de multiplication est d'environ 8, la poulie coté meule a un Ø 25, environ 200 coté moteur.
Quelques réflexions par rapport à ce que j'ai pu lire:
La rectification demande un peu de puissance (pour moi minimum 1/2 cv même avec une meule étroite).
Le montage des flasques sur la meule doit être soigné.
(grand Ø et usiné propre, pas de tôle emboutie, pas d'effet de voile, le mieux est un montage sur porte-meule avec un alésage conique.
La meule doit être équilibrée sur son porte-meule.
La meule doit impérativement être diamantée sur la machine.
Le montage du porte meule doit posséder le plus petit porte à faux possible mais aussi les roulements doivent être suffisamment éloignés l'un de l'autre.
Sur les broches haute vitesse du commerce, les roulements sont poussés avec un ressort de façon à compenser la dilatation du à la température.
Chez LIP; le porte meule haute vitesse tourne sur une "bague bronze" très longue, conique pour le réglage et lubrifiée en permanence.
Pour les montages sur un tour, il faut que la broche porte pièce tourne doucement, maxi 100 à 300t/mn et limiter au maxi les portes à faux.
Tous ces éléments participent à la diminution des vibrations et donc à l'amélioration de l'état de surface.
Cldt, cf63
cf63- Membre confirmé
- Messages : 10
Date d'inscription : 07/07/2012
» fraiseuse sur pied Amann
» coup de fraise ( - rectif )
» Choix d'une petite fraiseuse type fraiseuse d'établie economique
» ROUE DE MINI BROUETTE EN 3 D et petite loco ( et oui en palette la petite loco )
» Dumore 44, rectif pour tour
» coup de fraise ( - rectif )
» Choix d'une petite fraiseuse type fraiseuse d'établie economique
» ROUE DE MINI BROUETTE EN 3 D et petite loco ( et oui en palette la petite loco )
» Dumore 44, rectif pour tour
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum