
Fabrication de composants hydrauliques
2 participants
Page 1 sur 1

Fabrication de composants hydrauliques
Lil Jeu 15 Juil 2010, 18:08
Bonsoir à Tous  ,
,
Oui, mais afin de n'être pas indigeste, je me proposais de rédiger le sujet sur la fabrication des composants hydrauliques en plusieurs chapitres croissants par difficultés de réalisation :
• Les vérins simple effet
• Les pistons
• Les vérins guidés
• Les joints sur pistons et sur alésages
• Les raccords
• Les pompes à piston simple étage
• Les pompes à engrenages
• Les clapets et soupapes
• Les vérins à deux étages
• Les vérins double effet
• Les pompes à deux étages
Cela ne se veut pas exhaustif et n'est envisagé que d'un point de vue de fabrication simple pour l'amateur.
Je n'aborderais pas la logique hydraulique.
Toutes les contributions sont les bienvenues.
Généralité :
L'hydraulique est longtemps restée confidentielle en usage amateur ou GP alors qu'il s'agit d'un vecteur des forces à transmettre léger, fiable, très puissant et d'un faible encombrement.
Un actionneur hydraulique est beaucoup plus simple à réaliser et beaucoup plus souple en fonctionnement que son homologue mécanique.
Les tolérances d'usinage sont faciles à tenir.
Un amateur éclairé peut réaliser à moindre coût tous les composants particuliers qui lui sont nécessaires pour des fonctions simples. N'importe quel longueur ou diamètre de vérin, sauf les très petites unités.
Paradoxalement les composants hydrauliques sont plus simples à réaliser que les composants pneumatiques.
L'hydraulique comme actionneur peut servir pour du pliage, du poinçonnage, de l'emboutissage, mais également pour du bridage.
Préambule :
Une seule règle de fonctionnement : P = F / S
P = Pression en bar (1 bar = 10E5 pascal)
F = Force en daN ou kgf (kg force)
S = Section en cm2
Exemple : un vérin de Ø 60 mm (Ø du piston) sous 400 bars développera une force de 11 309 daN ou ~ 11 500 kgf ou 11 tonnes.
et cela quelle que soit la course.
Le produit course x section du piston donnera la cylindrée du vérin, c'est à dire la quantité d'huile minimum (non comprise celle des tuyaux et raccords divers) à prévoir pour le réservoir d'un vérin simple effet.
On peut travailler à différentes pressions de 100 bars jusqu'à 700 bars pour un non professionnel avec deux paliers intermédiaires qui sont 250 et 400 bars.
• 100 bars est une pression de service "confortable" en usinage et qui ne nécessite pas des tolérances d'usinage et de rugosité très serrées. Très bien pour débuter.
• 250 bars est la limite de pression des pompes à engrenages.
• 400 bars est la limite de pression des tuyaux hydrauliques souples standards
• 700 bars nécessite des tolérances et des surfaces parfaites, mais n'est pas forcément utile pour un amateur qui peut augmenter la section de son vérin pour la même force développée à 400 bars.
Exemple : un vérin de Ø 50 mm sous 700 bars va nous donner 13,75 t
pour la même force sous 400 bars, il nous faudra un Ø de 66 mm.
En plus, un diamètre d'alésage plus gros est plus facile à réaliser...
Travailler au-delà de ces pressions nécessite des techniques élaborées peu accessibles à l'amateur.
Quelques éléments de sécurité cette fois :
- une micro-fuite directionnelle (très rare) peut s'avérer très dangereuse de la même manière que sur un nettoyeur HP.
- l'absence de soupape de sécurité peut être dangereuse
- plus le volume total de l'installation sous pression est élevé, plus cela peut être dangereux si les règles élémentaires de construction ne sont pas respectées
L'actionneur hydraulique qui satisfait les règles élémentaires de construction est moins dangereux que son pendant purement mécanique.
Dites-moi si cela conviendrait ?
Amitiés
,quentin91800 a écrit:Merci beaucoup Lil, tu expliquerais aussi comment faire les pompes et vérin ?
Oui, mais afin de n'être pas indigeste, je me proposais de rédiger le sujet sur la fabrication des composants hydrauliques en plusieurs chapitres croissants par difficultés de réalisation :
• Les vérins simple effet
• Les pistons
• Les vérins guidés
• Les joints sur pistons et sur alésages
• Les raccords
• Les pompes à piston simple étage
• Les pompes à engrenages
• Les clapets et soupapes
• Les vérins à deux étages
• Les vérins double effet
• Les pompes à deux étages
Cela ne se veut pas exhaustif et n'est envisagé que d'un point de vue de fabrication simple pour l'amateur.
Je n'aborderais pas la logique hydraulique.
Toutes les contributions sont les bienvenues.
Généralité :
L'hydraulique est longtemps restée confidentielle en usage amateur ou GP alors qu'il s'agit d'un vecteur des forces à transmettre léger, fiable, très puissant et d'un faible encombrement.
Un actionneur hydraulique est beaucoup plus simple à réaliser et beaucoup plus souple en fonctionnement que son homologue mécanique.
Les tolérances d'usinage sont faciles à tenir.
Un amateur éclairé peut réaliser à moindre coût tous les composants particuliers qui lui sont nécessaires pour des fonctions simples. N'importe quel longueur ou diamètre de vérin, sauf les très petites unités.
Paradoxalement les composants hydrauliques sont plus simples à réaliser que les composants pneumatiques.
L'hydraulique comme actionneur peut servir pour du pliage, du poinçonnage, de l'emboutissage, mais également pour du bridage.
Préambule :
Une seule règle de fonctionnement : P = F / S
P = Pression en bar (1 bar = 10E5 pascal)
F = Force en daN ou kgf (kg force)
S = Section en cm2
Exemple : un vérin de Ø 60 mm (Ø du piston) sous 400 bars développera une force de 11 309 daN ou ~ 11 500 kgf ou 11 tonnes.
et cela quelle que soit la course.
Le produit course x section du piston donnera la cylindrée du vérin, c'est à dire la quantité d'huile minimum (non comprise celle des tuyaux et raccords divers) à prévoir pour le réservoir d'un vérin simple effet.
On peut travailler à différentes pressions de 100 bars jusqu'à 700 bars pour un non professionnel avec deux paliers intermédiaires qui sont 250 et 400 bars.
• 100 bars est une pression de service "confortable" en usinage et qui ne nécessite pas des tolérances d'usinage et de rugosité très serrées. Très bien pour débuter.
• 250 bars est la limite de pression des pompes à engrenages.
• 400 bars est la limite de pression des tuyaux hydrauliques souples standards
• 700 bars nécessite des tolérances et des surfaces parfaites, mais n'est pas forcément utile pour un amateur qui peut augmenter la section de son vérin pour la même force développée à 400 bars.
Exemple : un vérin de Ø 50 mm sous 700 bars va nous donner 13,75 t
pour la même force sous 400 bars, il nous faudra un Ø de 66 mm.
En plus, un diamètre d'alésage plus gros est plus facile à réaliser...
Travailler au-delà de ces pressions nécessite des techniques élaborées peu accessibles à l'amateur.
Quelques éléments de sécurité cette fois :
- une micro-fuite directionnelle (très rare) peut s'avérer très dangereuse de la même manière que sur un nettoyeur HP.
- l'absence de soupape de sécurité peut être dangereuse
- plus le volume total de l'installation sous pression est élevé, plus cela peut être dangereux si les règles élémentaires de construction ne sont pas respectées
L'actionneur hydraulique qui satisfait les règles élémentaires de construction est moins dangereux que son pendant purement mécanique.
Dites-moi si cela conviendrait ?
Amitiés
Dernière édition par Lil le Mar 20 Juil 2010, 07:53, édité 1 fois
_________________

Lil- Modératrice

- Messages : 3059
Date d'inscription : 12/07/2010
Re: Fabrication de composants hydrauliques
Lil Ven 16 Juil 2010, 11:59
Bon Matin à Tous ,
Avec un peu d'avance, chose promise, chose ...
Exemple de vérin simple effet
Exemple de vérin double effet
Il existe presque une infinité de solution pour les corps des vérins simple ou double effet du reste :
• 1) Pour les petits vérins 40 mm < Ø > 25 mm, une excellente solution consiste à démonter les amortisseurs de véhicules.
Les amortisseurs sont constitués d'un corps en tôle destiné à protéger l'amortisseur.
L'intérieur comprend la chemise, le piston et la tige. Le piston est équipé de clapets qui "calibrent" la vitesse de transfert de l'huile de part et d'autre du piston. Le piston (non modifié) est donc inutilisable en l'état pour un vérin.
Les amortisseurs avant ont des tiges plus grosses que les amortisseurs arrière.
Il suffit de se rendre dans une casse et d'en charger de toutes les tailles et dimensions pour presque rien.
Une après-midi pour tous les démonter, les vider de leur contenu et récupérer précieusement la chemise, la tige et le piston avec son joint qui nous serviront. Beaucoup d'autres pièces, écrous, rondelles, petits ressorts, etc qui ne servent pas à grand chose.
Le Ø intérieure des chemises va de 25 mm à 62 ou plus (certains utilitaires) avec de la chance pour des longueurs entre 300 mm et 700 mm. Elles ont une épaisseur comprise entre 1 et 4 mm ou plus. Elles sont parfaitement glacées intérieurement.
Les tiges ont un Ø entre 10 mm et 40 mm pour des longueurs supérieures à celles des chemises. Les tiges sont rectifiées, cémentées chromées et calibrées en Ø.
Ne pas oublier les compensateurs de hayon pour fabriquer les pompes à piston avec la tige (Ø entre 8 et 12 mm) déjà équipés d'une chape qu'il vaut mieux refaire dans la plupart des cas.
C'est la tige du vérin qui sert de piston pour les pompes à piston.
Faire attention, certaines tiges peuvent êtres tordues.
Pour démonter les vérins à gaz, aucun risque. Scier doucement en un seul point le cul du vérin en position haute afin que l'huile (il y en a un tout petit peu) ne gicle pas par la pression de l'azote.

Les chemises des amortisseurs sont parfaitement rectifiées et polies intérieurement, mais leur faible épaisseur ne permet pas de monter à des pressions élevées sans gonflement et donc fuites entre la chemise et le piston.
Il faut donc prévoir un corps de vérin ( en 2017A ou ancienne désignation AU4G) dans lequel on fore au Ø extérieur de la chemise ou des chemises si l'on met 2 ou 4 vérins en parallèle dont les tiges peuvent servir de colonnes de guidage (mais ceci est un autre chapitre)
Le bloc en 2017A servira éventuellement aux raccords hydrauliques et à la fixation.
On peut prévoir un ensemble monobloc comme les crics avec la pompe, les soupapes et la vanne de décharge.
Cela simplifie énormément l'étanchéité.
Les amortisseurs permettent de réaliser des vérins de grande course.
Une fois l'alésage non débouchant du bloc effectué, on peut réaliser le couvercle qui sera fixé par ' vis sur le corps du vérin. En simple effet le couvercle ne subit aucune force. En double effet la force de retour sous la même pression est diminuée de la surface de la tige et plus la tige sera grosse en Ø, plus la force de rentrée du piston sera faible.
Le couvercle peut recevoir un joint torique dans l'épaisseur et un joint papier sur le plan d'assemblage afin de récupérer l'huile qui pourrait suinter du piston en fonction de la tolérance d'usinage du piston.
La chemise sera collée dans le bloc alu avec du "bloc press" ou "stop fix" ou même du frein filet (vert). Cela garantira l'étanchéité et évitera un gonflement de la chemise en haute pression. L'alésage du bloc peut en plus être réalisé sans trop de précaution (rugosité et tolérance)
• 2) Pour les vérins de Ø plus gros, une bonne solution consiste à utiliser du rond d'acier inox (304L ou 316L) pré-percé ou ébauche (Vignon Choquit).
Dresser le cylindre est facile.
Par exemple Ø ext 50 mm pour un pré-perçage Ø 30 mm. Cela permet une épaisseur suffisante et un usinage avec peu de copeaux.
L'épaisseur suffisante permet d'assurer les filetages pour les vis de fixation du cul et de la tête de vérin.
Sinon une autre solution consiste à prévoir 4 tirants autour du vérin afin de maintenir les couvercles du vérin (joints toriques obligatoires).
Ces nuances d'inox sont faciles à usiner et permettent surtout un polissage parfait et facile de l'alésage.
Les couvercles (cul et tête) des vérins peuvent êtres réalisés en 2017A pour les petits raccords 1/8 et 1/4 qui seront collés au frein filet fort (vert) , en inox en acier ou en bronze suffisamment épais pour recevoir les raccords filetés en 1/2, 3/4.
Sur les ronds pré-percés, les raccords peuvent êtres taraudés directement sur le corps.
- Il faut cependant fraiser un plat avant d'aléser le trou car le taraud n'engagerait pas correctement
- Il faut tenir compte de la dimension de l'empreinte hexa du raccord afin qu'il ne bute pas sur l'appui du cul du vérin qui supporte toute la force.
Anecdote : les raccords des vérins Enerpac RCM ou RSM sont percés en biais car sinon la douille du raccord rapide serait en appui au lieu du fond du vérin !!! Comme quoi, mêmes les meilleurs peuvent se tromper dans les cotes ...
Le vérin double effet de l'image précédente a un ressort intérieur qui n'est jamais facile à réaliser ou à approvisionner et en plus ne sert à rien.
Fabriquer en corde à piano un ressort suffisamment fort pour cet usage est difficile. Mal guidé, il peut rayer la chemise ou la tige. Si le vérin est à double effet, c'est qu'une force conséquente est nécessaire pour remonter la tige accouplé au système. Le ressort une fois comprimé "consomme" une course importante au vérin.
Donc ressort à l'extérieur et uniquement pour des simples effets.
Amitiés
Oups !!! Petite erreur dans un Copier/coller
,Avec un peu d'avance, chose promise, chose ...
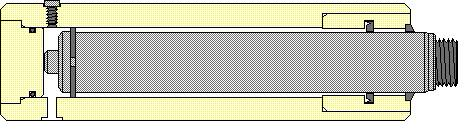
Les vérins simple effet :
Exemple de vérin simple effet
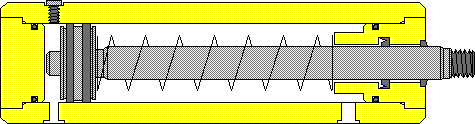
Exemple de vérin double effet
Il existe presque une infinité de solution pour les corps des vérins simple ou double effet du reste :
• 1) Pour les petits vérins 40 mm < Ø > 25 mm, une excellente solution consiste à démonter les amortisseurs de véhicules.
Les amortisseurs sont constitués d'un corps en tôle destiné à protéger l'amortisseur.
L'intérieur comprend la chemise, le piston et la tige. Le piston est équipé de clapets qui "calibrent" la vitesse de transfert de l'huile de part et d'autre du piston. Le piston (non modifié) est donc inutilisable en l'état pour un vérin.
Les amortisseurs avant ont des tiges plus grosses que les amortisseurs arrière.
Il suffit de se rendre dans une casse et d'en charger de toutes les tailles et dimensions pour presque rien.
Une après-midi pour tous les démonter, les vider de leur contenu et récupérer précieusement la chemise, la tige et le piston avec son joint qui nous serviront. Beaucoup d'autres pièces, écrous, rondelles, petits ressorts, etc qui ne servent pas à grand chose.
Le Ø intérieure des chemises va de 25 mm à 62 ou plus (certains utilitaires) avec de la chance pour des longueurs entre 300 mm et 700 mm. Elles ont une épaisseur comprise entre 1 et 4 mm ou plus. Elles sont parfaitement glacées intérieurement.
Les tiges ont un Ø entre 10 mm et 40 mm pour des longueurs supérieures à celles des chemises. Les tiges sont rectifiées, cémentées chromées et calibrées en Ø.
Ne pas oublier les compensateurs de hayon pour fabriquer les pompes à piston avec la tige (Ø entre 8 et 12 mm) déjà équipés d'une chape qu'il vaut mieux refaire dans la plupart des cas.
C'est la tige du vérin qui sert de piston pour les pompes à piston.
Faire attention, certaines tiges peuvent êtres tordues.
Pour démonter les vérins à gaz, aucun risque. Scier doucement en un seul point le cul du vérin en position haute afin que l'huile (il y en a un tout petit peu) ne gicle pas par la pression de l'azote.
Les chemises des amortisseurs sont parfaitement rectifiées et polies intérieurement, mais leur faible épaisseur ne permet pas de monter à des pressions élevées sans gonflement et donc fuites entre la chemise et le piston.
Il faut donc prévoir un corps de vérin ( en 2017A ou ancienne désignation AU4G) dans lequel on fore au Ø extérieur de la chemise ou des chemises si l'on met 2 ou 4 vérins en parallèle dont les tiges peuvent servir de colonnes de guidage (mais ceci est un autre chapitre)
Le bloc en 2017A servira éventuellement aux raccords hydrauliques et à la fixation.
On peut prévoir un ensemble monobloc comme les crics avec la pompe, les soupapes et la vanne de décharge.
Cela simplifie énormément l'étanchéité.
Les amortisseurs permettent de réaliser des vérins de grande course.
Une fois l'alésage non débouchant du bloc effectué, on peut réaliser le couvercle qui sera fixé par ' vis sur le corps du vérin. En simple effet le couvercle ne subit aucune force. En double effet la force de retour sous la même pression est diminuée de la surface de la tige et plus la tige sera grosse en Ø, plus la force de rentrée du piston sera faible.
Le couvercle peut recevoir un joint torique dans l'épaisseur et un joint papier sur le plan d'assemblage afin de récupérer l'huile qui pourrait suinter du piston en fonction de la tolérance d'usinage du piston.
La chemise sera collée dans le bloc alu avec du "bloc press" ou "stop fix" ou même du frein filet (vert). Cela garantira l'étanchéité et évitera un gonflement de la chemise en haute pression. L'alésage du bloc peut en plus être réalisé sans trop de précaution (rugosité et tolérance)
• 2) Pour les vérins de Ø plus gros, une bonne solution consiste à utiliser du rond d'acier inox (304L ou 316L) pré-percé ou ébauche (Vignon Choquit).
Dresser le cylindre est facile.
Par exemple Ø ext 50 mm pour un pré-perçage Ø 30 mm. Cela permet une épaisseur suffisante et un usinage avec peu de copeaux.
L'épaisseur suffisante permet d'assurer les filetages pour les vis de fixation du cul et de la tête de vérin.
Sinon une autre solution consiste à prévoir 4 tirants autour du vérin afin de maintenir les couvercles du vérin (joints toriques obligatoires).
Ces nuances d'inox sont faciles à usiner et permettent surtout un polissage parfait et facile de l'alésage.
Les couvercles (cul et tête) des vérins peuvent êtres réalisés en 2017A pour les petits raccords 1/8 et 1/4 qui seront collés au frein filet fort (vert) , en inox en acier ou en bronze suffisamment épais pour recevoir les raccords filetés en 1/2, 3/4.
Sur les ronds pré-percés, les raccords peuvent êtres taraudés directement sur le corps.
- Il faut cependant fraiser un plat avant d'aléser le trou car le taraud n'engagerait pas correctement
- Il faut tenir compte de la dimension de l'empreinte hexa du raccord afin qu'il ne bute pas sur l'appui du cul du vérin qui supporte toute la force.
Anecdote : les raccords des vérins Enerpac RCM ou RSM sont percés en biais car sinon la douille du raccord rapide serait en appui au lieu du fond du vérin !!! Comme quoi, mêmes les meilleurs peuvent se tromper dans les cotes ...
Le vérin double effet de l'image précédente a un ressort intérieur qui n'est jamais facile à réaliser ou à approvisionner et en plus ne sert à rien.
Fabriquer en corde à piano un ressort suffisamment fort pour cet usage est difficile. Mal guidé, il peut rayer la chemise ou la tige. Si le vérin est à double effet, c'est qu'une force conséquente est nécessaire pour remonter la tige accouplé au système. Le ressort une fois comprimé "consomme" une course importante au vérin.
Donc ressort à l'extérieur et uniquement pour des simples effets.
Amitiés
Oups !!! Petite erreur dans un Copier/coller
Dernière édition par Lil le Mar 20 Juil 2010, 07:56, édité 1 fois
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: Fabrication de composants hydrauliques
Lil Sam 17 Juil 2010, 08:21
Bon Matin à Tous
Suite de la saga :
• 1) Les pistons des vérins :
Les pistons récupérés sur les amortisseurs ne sont pas très utiles car ils sont creux, percés et trop courts.
Seul le segment peut être récupéré.
Les pistons peuvent êtres fabriqués dans tous les métaux, mais le 2017A est intéressant pour ses facilités d'usinage pour les vérins à longue course réalisés à partir d'amortisseurs.
Il ne grippe pas dans les chemises acier car il est en contact permanent avec l'huile hydraulique alors qu'à sec le frottement alu sur acier est très mauvais.
Pour les vérins compactes (course de 100 mm maxi pour un Ø de 50 mm) , l'acier inox (304L ou 316L) est mieux indiqué
Tout d'abord les cotes d'usinage :
• Ø du piston : celui de la chemise avec les tolérances suivantes : H7 / h5 pour des pressions jusqu'à 250 bars. H6 / h5 pour des pressions jusqu'à 400 bars.
• Longueur du piston : pour un simple effet, il pourrait faire la longueur du vérin, ce qui facilite l'étanchéité dynamique et assure un excellent guidage.
Pour des courses longues, on peut utiliser les tiges des amortisseurs. Le filetage peut dans certains cas resservir car il est bien réalisé avec un centrage tolérancé.
Une longueur de 2 fois le Ø du piston est alors intéressante pour plusieurs raisons : un bon guidage du piston dans l'alésage, et une bonne étanchéité dynamique. Sinon aucune difficulté pour couper l'extrémité de la tige, la dresser et la tarauder avec un pas fin (10 x 100, 12 x 125 ...)
• L'usinage de la gorge du joint torique :
La dimension du joint a x d (avec a = Ø int. du joint et d = Ø du tore du joint) se détermine grâce au tableau http://www.lyceejulesfil.com/ISIweb/PDF/JOINT.PDF que l'on retrouve également en page 295 du "Guide du Dessinateur Industriel Chevalier".
On peut récupérer le segment d'étanchéité du piston de l'amortisseur, Cela oblige à faire une gorge du côté de la HP, mais cela réduit l'extrusion sur le joint torique situé derrière.
Par contre pour les gros vérins entièrement réalisés, il est recommandé de prendre les joints les plus dures avec les bagues anti-extrusion pour des pressions au-delà de 400 bars.
La position de la gorge du joint sera du côté de la tige, c'est à dire le plus éloigné de la haute pression afin également que l'huile lubrifie également toute la longueur du piston.
L'usinage de la gorge du joint est extrêmement facile à réaliser avec un outil à tronçonner parfaitement affûté pour cela.
• L'état de surface : 0,4 < Ra > 0,2
Comment usiner le piston en 2017A :
Il faut au préalable effectuer le montage de l'ébauche ( + 4 mm au Ø) du piston sur la tige du vérin (percer et tarauder le piston et la tige du vérin avec un pas fin (10 x 100, 12 x 125 ...).
Lamer le piston sur une longueur de 5 mm au Ø de la tige du vérin. Réaliser une tige filetée du pas des taraudages et d'environ 30 mm de long.
Assembler le piston sur la tige avec du frein filet (vert) en serrant à bloc.
Après 45 mn, faire le montage en mors doux ou en pinces de la tige du vérin pour pouvoir usiner le piston parfaitement concentrique par rapport à la tige, cote fini du piston et gorge du joint. Le polissage du piston et la cassure des angles de la gorge du joint se feront au papier de verre 600 avec une vitesse de broche d'environ 1 500 min-1. Le piston après usinage est fragile et craint les chocs. Une protection avec une gaine plastique est fortement conseillée.
Tout cela paraît long, mais en fait, c'est très facile et extrêmement rapide.
• 2) Les pistons des pompes manuelles simples avec un vérin compensateur :
Le Ø des pistons des pompes est toujours faible (de 8 à 10 mm) et faire une gorge de joint torique pour ces dimensions relève de l'exploit, sans compter l'alésage à 8 qui ne pourra avoir un état de surface satisfaisant. Il faut donc pratiquer l'étanchéité sur la tige elle-même comme le montre le schéma.

Alors là, c'est très facile, il n'y a pas d'étanchéité à prévoir sur le piston, l'étanchéité se faisant sur l'alésage du corps de pompe proprement dite par la tête du vérin compensateur. C'est la tige du vérin débarrassée du piston d'extrémité qui assure le changement de volume et donc la pompe.
Il suffit de forer un bloc de 2017A au diamètre externe du corps du vérin, un couvercle vissé et alésé au Ø de la tige de vérin. Le corps du vérin compensateur collé dans l'alésage au bloc-press avec le couvercle en plus pour l'empêcher de remonter.
• 3) Les pistons des pompes manuelles plus élaborées :
Deux rondelles en acier inox Ø 50 mm e = 10 mm assemblées et usinées ensembles avec un alésage central à 8 mm puis un lamage à 10,9 mm sur une profondeur de 2,40 mm pour un joint de 7,65 x 1,78 sur une seule rondelle comme sur le schéma. Chaque couvercle est lamé pour placer un joint torique en étanchéité de fermeture (cotes et joints peu critiques car statiques).
Les alésages de 8 réclament un peu de précaution. Surtout pas à l'alésoir, mais à l'outil avec pour finir un rodage et un polissage + 4µm
A faire sur un petit tour précis.

Amitiés
PS : Cf "Guide du dessinateur Industriel - Chevalier " pages 52 et 53 pour les tolérances et la page 295 pour les joints toriques.
PS 2 : Il semble que je rencontre également des difficultés pour mettre plus de photos ou des dessins, alors qu'ils ne pèsent pas lourd ??? Est-ce qu'i y a une limite par post ?
Suite de la saga :
Les pistons :
• 1) Les pistons des vérins :
Les pistons récupérés sur les amortisseurs ne sont pas très utiles car ils sont creux, percés et trop courts.
Seul le segment peut être récupéré.
Les pistons peuvent êtres fabriqués dans tous les métaux, mais le 2017A est intéressant pour ses facilités d'usinage pour les vérins à longue course réalisés à partir d'amortisseurs.
Il ne grippe pas dans les chemises acier car il est en contact permanent avec l'huile hydraulique alors qu'à sec le frottement alu sur acier est très mauvais.
Pour les vérins compactes (course de 100 mm maxi pour un Ø de 50 mm) , l'acier inox (304L ou 316L) est mieux indiqué
Tout d'abord les cotes d'usinage :
• Ø du piston : celui de la chemise avec les tolérances suivantes : H7 / h5 pour des pressions jusqu'à 250 bars. H6 / h5 pour des pressions jusqu'à 400 bars.
• Longueur du piston : pour un simple effet, il pourrait faire la longueur du vérin, ce qui facilite l'étanchéité dynamique et assure un excellent guidage.
Pour des courses longues, on peut utiliser les tiges des amortisseurs. Le filetage peut dans certains cas resservir car il est bien réalisé avec un centrage tolérancé.
Une longueur de 2 fois le Ø du piston est alors intéressante pour plusieurs raisons : un bon guidage du piston dans l'alésage, et une bonne étanchéité dynamique. Sinon aucune difficulté pour couper l'extrémité de la tige, la dresser et la tarauder avec un pas fin (10 x 100, 12 x 125 ...)
• L'usinage de la gorge du joint torique :
La dimension du joint a x d (avec a = Ø int. du joint et d = Ø du tore du joint) se détermine grâce au tableau http://www.lyceejulesfil.com/ISIweb/PDF/JOINT.PDF que l'on retrouve également en page 295 du "Guide du Dessinateur Industriel Chevalier".
On peut récupérer le segment d'étanchéité du piston de l'amortisseur, Cela oblige à faire une gorge du côté de la HP, mais cela réduit l'extrusion sur le joint torique situé derrière.
Par contre pour les gros vérins entièrement réalisés, il est recommandé de prendre les joints les plus dures avec les bagues anti-extrusion pour des pressions au-delà de 400 bars.
La position de la gorge du joint sera du côté de la tige, c'est à dire le plus éloigné de la haute pression afin également que l'huile lubrifie également toute la longueur du piston.
L'usinage de la gorge du joint est extrêmement facile à réaliser avec un outil à tronçonner parfaitement affûté pour cela.
• L'état de surface : 0,4 < Ra > 0,2
Comment usiner le piston en 2017A :
Il faut au préalable effectuer le montage de l'ébauche ( + 4 mm au Ø) du piston sur la tige du vérin (percer et tarauder le piston et la tige du vérin avec un pas fin (10 x 100, 12 x 125 ...).
Lamer le piston sur une longueur de 5 mm au Ø de la tige du vérin. Réaliser une tige filetée du pas des taraudages et d'environ 30 mm de long.
Assembler le piston sur la tige avec du frein filet (vert) en serrant à bloc.
Après 45 mn, faire le montage en mors doux ou en pinces de la tige du vérin pour pouvoir usiner le piston parfaitement concentrique par rapport à la tige, cote fini du piston et gorge du joint. Le polissage du piston et la cassure des angles de la gorge du joint se feront au papier de verre 600 avec une vitesse de broche d'environ 1 500 min-1. Le piston après usinage est fragile et craint les chocs. Une protection avec une gaine plastique est fortement conseillée.
Tout cela paraît long, mais en fait, c'est très facile et extrêmement rapide.
• 2) Les pistons des pompes manuelles simples avec un vérin compensateur :
Le Ø des pistons des pompes est toujours faible (de 8 à 10 mm) et faire une gorge de joint torique pour ces dimensions relève de l'exploit, sans compter l'alésage à 8 qui ne pourra avoir un état de surface satisfaisant. Il faut donc pratiquer l'étanchéité sur la tige elle-même comme le montre le schéma.
Alors là, c'est très facile, il n'y a pas d'étanchéité à prévoir sur le piston, l'étanchéité se faisant sur l'alésage du corps de pompe proprement dite par la tête du vérin compensateur. C'est la tige du vérin débarrassée du piston d'extrémité qui assure le changement de volume et donc la pompe.
Il suffit de forer un bloc de 2017A au diamètre externe du corps du vérin, un couvercle vissé et alésé au Ø de la tige de vérin. Le corps du vérin compensateur collé dans l'alésage au bloc-press avec le couvercle en plus pour l'empêcher de remonter.
• 3) Les pistons des pompes manuelles plus élaborées :
Deux rondelles en acier inox Ø 50 mm e = 10 mm assemblées et usinées ensembles avec un alésage central à 8 mm puis un lamage à 10,9 mm sur une profondeur de 2,40 mm pour un joint de 7,65 x 1,78 sur une seule rondelle comme sur le schéma. Chaque couvercle est lamé pour placer un joint torique en étanchéité de fermeture (cotes et joints peu critiques car statiques).
Les alésages de 8 réclament un peu de précaution. Surtout pas à l'alésoir, mais à l'outil avec pour finir un rodage et un polissage + 4µm
A faire sur un petit tour précis.
Amitiés
PS : Cf "Guide du dessinateur Industriel - Chevalier " pages 52 et 53 pour les tolérances et la page 295 pour les joints toriques.
PS 2 : Il semble que je rencontre également des difficultés pour mettre plus de photos ou des dessins, alors qu'ils ne pèsent pas lourd ??? Est-ce qu'i y a une limite par post ?
Dernière édition par Lil le Mar 20 Juil 2010, 07:58, édité 1 fois
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: Fabrication de composants hydrauliques
quentin91800 Sam 17 Juil 2010, 13:40
C'est super intéressant ce que tu nous fais là !
J'ai trouver une vue en coupe de pompe hydraulique ça aide à comprendre.

J'ai trouver une vue en coupe de pompe hydraulique ça aide à comprendre.

quentin91800- Chevronné

- Messages : 407
Date d'inscription : 09/07/2010
Re: Fabrication de composants hydrauliques
Lil Lun 19 Juil 2010, 08:22
Bon Matin à Tous
On continue ?
Les amortisseurs récupérés chez son garagiste ne coûtent pas cher. Il en a plein la benne et en plus dans une concession, on a la chance d'avoir les mêmes, ce qui est important pour la suite.
Un vérin avec une seule tige en longue course peut flamber. Une presse est souvent utilisée dans des configurations particulières ...
Deux vérins associés permettent alors une parfaite rigidité dans un plan, sachant que la voie royale consiste à en mettre quatre car alors plus aucun risque de flambage, pas de problème de rotation des outils, notamment avec des poinçons carrés.
On multiplie bien sûr la force par 4, mais l'intérêt principal est surtout le guidage que l'on peut obtenir avec 4 tiges de Ø 20, 24 ou 30 mm parfaitement rectifiées, cémentées et chromées.
Si l'on veut dépasser les 100 bars, il faut prévoir un corps pour les 4 chemises des vérins. Attention, certaines chemises sont assez fines ( e = 1,10 mm réduction du poids des véhicules). Il n'y a pas de risque qu'elles éclatent, car en fait elles gonflent et l'huile passe alors entre la chemise et le piston, mais le vérin est fichu.
En fonction des dimensions de la presse (course et force) il faudra approvisionner un grand bloc de 2017A pour forer les 4 alésages destinés à recevoir les chemises. Ne pas utiliser de l'aluminium qui est trop mou et en plus peu agréable à usiner.
Deux plaques en 2017A en 30 ou 40 mm d'épais pour les couvercles, fixations, raccords hydrauliques et logement des bagues bronze.
Une plaque d'acier en étiré mi-dur en e = 40 mm pour l'assemblage de l'extrémité des 4 tiges des vérins et pour la fixation d'un porte outil ou autre.
Question :
Vérins en simple ou double effet.
Cela dépend bien sûr de l'application, mais un dispositif de retour pour ramener un tel équipage, qui en plus peut être intéressant de fonctionner dans les deux sens (arrache roulements, etc ...) ne peut à mon avis ne se faire qu'en hydraulique, soit par le double effet des vérins ce qui nécessite alors une étanchéité au niveau des sorties de tiges des vérins, soit avec un vérin de relevage, ce qui augmente les dimensions de l'ensemble et complexifie l'ensemble.
Un ressort ne paraît pas une bonne solution pour une presse universelle car il devra être conséquent, mis en pré-charge pour remonter les vérins jusqu'en haut et donc dangereux (il faut au moins un ressort de suspension ...)
Un seul inconvénient pour un double effet en vérins guidés :
le Ø des tiges est important par rapport au Ø des pistons et donc la section efficace du retour se trouve amputée de la section des tiges, ce qui réduit la force de retour.
Exemple : 4 vérins avec Ø int. des chemises = 36 mm. Ø des tiges = 20 mm. Pression de service 250 bars
10 t en poussée mais seulement 7t au retour ...
Le corps des vérins :
Il est évident que si l'on souhaite une course de 380 mm, un bloc de 2017A 150 x 150 x 400 mm peut coûter un peu d'argent.
Il peut être plus facile et plus économique d'approvisionner 2 blocs de 150 x 80 x 400 mm que l'on assemble. La dimension finale étant bien sûr en fonction de ce que l'on veut faire.
L'alésage du corps pour faire passer les chemises ne demande pas de précaution particulière, si ce n'est la longueur des perçages en fonction de la longueur des chemises elles-mêmes fonction de la course souhaitée.
Si l'on souhaite une course de 100 mm, un bloc de 120 mm est suffisant.
La solution de perçage est l'ébauche à la perceuse radiale puis l'alésage à la barre en fraiseuse ou au tour en plaçant le bloc sur le chariot avec une barre d'alésage (fabriquée pour la circonstance) entre le mandrin et la contre-pointe. L'état de surface n'est pas critique car de toute façon, les chemises seront collées (frein filet ou bloc presse). Un H8 ou H9 permet une certaine compliance lorsque les chemises seront collées en position avec l'ensemble monté.
Important : il ne faudra pas oublier de forer un trou par bloc pour le retour d'huile, ce qui évite bien les tuyaux et raccords fragiles.
Les bagues de guidage :
Rien de difficile. Une gorge externe pour le joint de l'élément qui rentre dans la chemise et une gorge intérieure pour l'étanchéité sur la tige. Il faudra faire un outil spécial, mais facile à réaliser dans un barreau en rapide de 10 x 10 mm

On utilisera un bronze tendre genre Cu Sn 12 - U E 12 P.
Exemple de bague : Celle-ci est endommagée (c'est pour cela que je l'ai retrouvé et qu'elle n'a pas été montée dans une presse)

Amitiés
PS 1: je placerai des dessins et photos afin de mieux illustrer le sujet. Mais comme je rédige l'article au jour le jour, je reprendrai ou corrigerai des éléments pour éclaircir certains points comme me l'a demandé Quentin.
Un sujet qu'on connaît bien paraît évident, mais pas forcément pour les autres
PS 2 : Merci Alain pour avoir corrigé mes fautes
On continue ?
Les vérins guidés :
Les amortisseurs récupérés chez son garagiste ne coûtent pas cher. Il en a plein la benne et en plus dans une concession, on a la chance d'avoir les mêmes, ce qui est important pour la suite.
Un vérin avec une seule tige en longue course peut flamber. Une presse est souvent utilisée dans des configurations particulières ...
Deux vérins associés permettent alors une parfaite rigidité dans un plan, sachant que la voie royale consiste à en mettre quatre car alors plus aucun risque de flambage, pas de problème de rotation des outils, notamment avec des poinçons carrés.
On multiplie bien sûr la force par 4, mais l'intérêt principal est surtout le guidage que l'on peut obtenir avec 4 tiges de Ø 20, 24 ou 30 mm parfaitement rectifiées, cémentées et chromées.
Si l'on veut dépasser les 100 bars, il faut prévoir un corps pour les 4 chemises des vérins. Attention, certaines chemises sont assez fines ( e = 1,10 mm réduction du poids des véhicules). Il n'y a pas de risque qu'elles éclatent, car en fait elles gonflent et l'huile passe alors entre la chemise et le piston, mais le vérin est fichu.
En fonction des dimensions de la presse (course et force) il faudra approvisionner un grand bloc de 2017A pour forer les 4 alésages destinés à recevoir les chemises. Ne pas utiliser de l'aluminium qui est trop mou et en plus peu agréable à usiner.
Deux plaques en 2017A en 30 ou 40 mm d'épais pour les couvercles, fixations, raccords hydrauliques et logement des bagues bronze.
Une plaque d'acier en étiré mi-dur en e = 40 mm pour l'assemblage de l'extrémité des 4 tiges des vérins et pour la fixation d'un porte outil ou autre.
Question :
Vérins en simple ou double effet.
Cela dépend bien sûr de l'application, mais un dispositif de retour pour ramener un tel équipage, qui en plus peut être intéressant de fonctionner dans les deux sens (arrache roulements, etc ...) ne peut à mon avis ne se faire qu'en hydraulique, soit par le double effet des vérins ce qui nécessite alors une étanchéité au niveau des sorties de tiges des vérins, soit avec un vérin de relevage, ce qui augmente les dimensions de l'ensemble et complexifie l'ensemble.
Un ressort ne paraît pas une bonne solution pour une presse universelle car il devra être conséquent, mis en pré-charge pour remonter les vérins jusqu'en haut et donc dangereux (il faut au moins un ressort de suspension ...)
Un seul inconvénient pour un double effet en vérins guidés :
le Ø des tiges est important par rapport au Ø des pistons et donc la section efficace du retour se trouve amputée de la section des tiges, ce qui réduit la force de retour.
Exemple : 4 vérins avec Ø int. des chemises = 36 mm. Ø des tiges = 20 mm. Pression de service 250 bars
10 t en poussée mais seulement 7t au retour ...
Le corps des vérins :
Il est évident que si l'on souhaite une course de 380 mm, un bloc de 2017A 150 x 150 x 400 mm peut coûter un peu d'argent.
Il peut être plus facile et plus économique d'approvisionner 2 blocs de 150 x 80 x 400 mm que l'on assemble. La dimension finale étant bien sûr en fonction de ce que l'on veut faire.
L'alésage du corps pour faire passer les chemises ne demande pas de précaution particulière, si ce n'est la longueur des perçages en fonction de la longueur des chemises elles-mêmes fonction de la course souhaitée.
Si l'on souhaite une course de 100 mm, un bloc de 120 mm est suffisant.
La solution de perçage est l'ébauche à la perceuse radiale puis l'alésage à la barre en fraiseuse ou au tour en plaçant le bloc sur le chariot avec une barre d'alésage (fabriquée pour la circonstance) entre le mandrin et la contre-pointe. L'état de surface n'est pas critique car de toute façon, les chemises seront collées (frein filet ou bloc presse). Un H8 ou H9 permet une certaine compliance lorsque les chemises seront collées en position avec l'ensemble monté.
Important : il ne faudra pas oublier de forer un trou par bloc pour le retour d'huile, ce qui évite bien les tuyaux et raccords fragiles.
Les bagues de guidage :
Rien de difficile. Une gorge externe pour le joint de l'élément qui rentre dans la chemise et une gorge intérieure pour l'étanchéité sur la tige. Il faudra faire un outil spécial, mais facile à réaliser dans un barreau en rapide de 10 x 10 mm
On utilisera un bronze tendre genre Cu Sn 12 - U E 12 P.
Exemple de bague : Celle-ci est endommagée (c'est pour cela que je l'ai retrouvé et qu'elle n'a pas été montée dans une presse)
Amitiés
PS 1: je placerai des dessins et photos afin de mieux illustrer le sujet. Mais comme je rédige l'article au jour le jour, je reprendrai ou corrigerai des éléments pour éclaircir certains points comme me l'a demandé Quentin.
Un sujet qu'on connaît bien paraît évident, mais pas forcément pour les autres
PS 2 : Merci Alain pour avoir corrigé mes fautes
Dernière édition par Lil le Mar 20 Juil 2010, 08:03, édité 2 fois
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: Fabrication de composants hydrauliques
Lil Mar 20 Juil 2010, 15:09
Bonjour à Tous ,
Une petite suite légère aujourd'hui avant d'aborder les sujets plus intéressants :
Les joints sont fonction de la pression de service. Ils sont classés en fonction de leur nature (résistance aux agents et températures) et en fonction de leur dureté (résistance à l'extrusion en fonction de la pression)
Les applications non professionnelles n'ont pas les mêmes exigences, vitesse, température, puissance ( Puissance = Pression x Débit) qui font chauffer l'huile et user rapidement les joints.
En réalisation amateur, les deux sources d'endommagement des joints sont l'état de surface et la tolérance d'usinage.
• Un mauvais état de surface provoquera une usure prématurée des joints.
• Un défaut sur les tolérances provoquera l'extrusion du joint entre le piston et le cylindre. C'est pour cela que l'on peut utiliser des bagues anti-extrusion de part et d'autre du joint.
Mais un piston parfaitement usiné, avec une gorge de joint qui respecte les cotes dans une chemise d'amortisseur avec un joint en de dureté 90/95 shore A peut parfaitement supporter 400 bars sans le moindre souci.
Un lien intéressant sur les joints et leur environnement.
http://o-ring.info/fr/manual-technique/ERIKS%20-%20Documentation%20Technique%20-%20joints%20toriques%20de%20precision.pdf
Réaliser la gorge sur un piston est très facile quelque soit le Ø au delà de 10 mm.
Réaliser la gorge dans un alésage est plus difficile car le contrôle visuel est difficile, le polissage de la gorge est assez difficile.
Cela ne pose pas de difficulté sur un Ø > 50 mm, mais pour des tiges de 20 mm il peut être judicieux de procéder comme sur le schéma avec une pièce intermédiaire plus facile à réaliser :

Pas de grands commentaires sur les raccords sinon qu'en hydraulique, les fuites proviennent souvent des raccords du fait d'une mauvaise adaptation entre les différents standards.
• BSP (British Standard Pipe)
• NPTF (americain Nationel Standard taper Pipe Thread) Il s'agit d'un filetage conique de tailles : ⅛, ¼, ⅜, ½, ¾, 1, 1¼, 1½, et 2 pouces
• JIC (Joint Industrial Concil) ou JIC 37 (37° d'angle de cône)
Il peut y avoir un taraudage insuffisant ou pire trop long. Il faut penser qu'un raccord de 3/8 trou de 6 sous 400 bars subit une force d'arrachement de 170 daN (170 kgf)
Il existe différent matériaux, laiton, fonte malléable, acier inox. Personnellement je préfère de loin les raccords acier inox, qui ne s'oxydent pas et qui résistent à un choc accidentel contrairement aux raccords laitons ou fontes malléable qui se décalottent en laissant le morceau dans le taraudage ...
Les raccords se montent avec des produits oléo-étanches HP Loctite.
Pour les raccords souples, il existe les tuyaux flexibles No-Skive de Parker avec des pressions de service de 400 bars.
Ils s'assemblent avec des raccords droits ou coudés avec une embase spéciale ou peuvent être sertis en BSP.
Les liaisons rigides se feront en tube inox HP.
Au niveau de la quincaillerie hydro, on trouve tout se que l'on veut chez RS www.radiospares.fr. Chère mais livrée le lendemain.
Amitiés
,Une petite suite légère aujourd'hui avant d'aborder les sujets plus intéressants :
Les joints sur pistons et sur les alésages :
Les joints sont fonction de la pression de service. Ils sont classés en fonction de leur nature (résistance aux agents et températures) et en fonction de leur dureté (résistance à l'extrusion en fonction de la pression)
Les applications non professionnelles n'ont pas les mêmes exigences, vitesse, température, puissance ( Puissance = Pression x Débit) qui font chauffer l'huile et user rapidement les joints.
En réalisation amateur, les deux sources d'endommagement des joints sont l'état de surface et la tolérance d'usinage.
• Un mauvais état de surface provoquera une usure prématurée des joints.
• Un défaut sur les tolérances provoquera l'extrusion du joint entre le piston et le cylindre. C'est pour cela que l'on peut utiliser des bagues anti-extrusion de part et d'autre du joint.
Mais un piston parfaitement usiné, avec une gorge de joint qui respecte les cotes dans une chemise d'amortisseur avec un joint en de dureté 90/95 shore A peut parfaitement supporter 400 bars sans le moindre souci.
Un lien intéressant sur les joints et leur environnement.
http://o-ring.info/fr/manual-technique/ERIKS%20-%20Documentation%20Technique%20-%20joints%20toriques%20de%20precision.pdf
Réaliser la gorge sur un piston est très facile quelque soit le Ø au delà de 10 mm.
Réaliser la gorge dans un alésage est plus difficile car le contrôle visuel est difficile, le polissage de la gorge est assez difficile.
Cela ne pose pas de difficulté sur un Ø > 50 mm, mais pour des tiges de 20 mm il peut être judicieux de procéder comme sur le schéma avec une pièce intermédiaire plus facile à réaliser :
Les raccords :
Pas de grands commentaires sur les raccords sinon qu'en hydraulique, les fuites proviennent souvent des raccords du fait d'une mauvaise adaptation entre les différents standards.
• BSP (British Standard Pipe)
• NPTF (americain Nationel Standard taper Pipe Thread) Il s'agit d'un filetage conique de tailles : ⅛, ¼, ⅜, ½, ¾, 1, 1¼, 1½, et 2 pouces
• JIC (Joint Industrial Concil) ou JIC 37 (37° d'angle de cône)
Il peut y avoir un taraudage insuffisant ou pire trop long. Il faut penser qu'un raccord de 3/8 trou de 6 sous 400 bars subit une force d'arrachement de 170 daN (170 kgf)
Il existe différent matériaux, laiton, fonte malléable, acier inox. Personnellement je préfère de loin les raccords acier inox, qui ne s'oxydent pas et qui résistent à un choc accidentel contrairement aux raccords laitons ou fontes malléable qui se décalottent en laissant le morceau dans le taraudage ...
Les raccords se montent avec des produits oléo-étanches HP Loctite.
Pour les raccords souples, il existe les tuyaux flexibles No-Skive de Parker avec des pressions de service de 400 bars.
Ils s'assemblent avec des raccords droits ou coudés avec une embase spéciale ou peuvent être sertis en BSP.
Les liaisons rigides se feront en tube inox HP.
Au niveau de la quincaillerie hydro, on trouve tout se que l'on veut chez RS www.radiospares.fr. Chère mais livrée le lendemain.
Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: Fabrication de composants hydrauliques
Lil Mer 21 Juil 2010, 17:27
Bonsoir à Tous
Voici le premier articles sur les pompes.
Les pompes à piston simple étage peuvent êtres manuelles ou électriques.
Manuellement, le rapport des forces est proportionnel au rapport des sections des pistons récepteur et émetteur ainsi qu'à la longueur du levier de manoeuvre.
Elles sont simples à construire. Elles s'accommodent d'un bloc d'AU4G foré et taraudé des différents trous correspondant aux soupapes, vannes, piston et raccords.
Les soupapes peuvent êtres facilement réalisées avec des billes acier maintenues par un ressort. Le siège est réalisé simplement avec une fraise à 60°. Un bon coup de marteau sur la bille par l'intermédiaire d'un chasse-goupille assure une bonne portée dans le 2017A. L'aluminium peut parfaitement convenir pour les sièges de soupapes, mais il est trop mou pour les taraudages et autres contraintes en HP. Son utilisation est limitée à 100 bars, car après le chemisage complexifie trop la réalisation.
Les alésages des soupapes à billes doivent êtres suffisamment dimensionnés afin qu'ils ne représentent pas une perte de charge limitant les débits tant à l'aspiration qu'au refoulement.
Les dispositifs à billes sont très bien pour des débits de quelques cm3/s, au delà il faut leur préférer des "vrais" soupapes.
Les pompes à simple étage présentent l'énorme inconvénient en manuel de devoir beaucoup pomper lors de l'approche.
Une solution consiste à avoir 2 pompes de cylindrées différentes. Une à fort débit pour l'approche, l'autre à faible débit pour la force maximum.
La solution royale consiste bien sûr en une pompe à 2 étages.
Les pompes à piston peuvent êtres motorisées avec un embiellage qui présente cependant plusieurs inconvénients :
Le moteur n'applique son couple que sur un demi tour.
Le couple n'est pas constant mais sinusoïdal, mais une came pose d'autres problèmes de taille.
Une pompe à 2 pistons à 180° a un fonctionnement beaucoup plus régulier, mais est également légèrement plus compliquée à réaliser.
Exemple de réalisation d'une micro-pompe SE 250 bars avec réservoir, soupape de sécurité, soupape de décharge.
Le Ø du piston de 8 mm donne l'échelle.

Amitiés
Voici le premier articles sur les pompes.
Les pompes à piston simple étage :
Les pompes à piston simple étage peuvent êtres manuelles ou électriques.
Manuellement, le rapport des forces est proportionnel au rapport des sections des pistons récepteur et émetteur ainsi qu'à la longueur du levier de manoeuvre.
Elles sont simples à construire. Elles s'accommodent d'un bloc d'AU4G foré et taraudé des différents trous correspondant aux soupapes, vannes, piston et raccords.
Les soupapes peuvent êtres facilement réalisées avec des billes acier maintenues par un ressort. Le siège est réalisé simplement avec une fraise à 60°. Un bon coup de marteau sur la bille par l'intermédiaire d'un chasse-goupille assure une bonne portée dans le 2017A. L'aluminium peut parfaitement convenir pour les sièges de soupapes, mais il est trop mou pour les taraudages et autres contraintes en HP. Son utilisation est limitée à 100 bars, car après le chemisage complexifie trop la réalisation.
Les alésages des soupapes à billes doivent êtres suffisamment dimensionnés afin qu'ils ne représentent pas une perte de charge limitant les débits tant à l'aspiration qu'au refoulement.
Les dispositifs à billes sont très bien pour des débits de quelques cm3/s, au delà il faut leur préférer des "vrais" soupapes.
Les pompes à simple étage présentent l'énorme inconvénient en manuel de devoir beaucoup pomper lors de l'approche.
Une solution consiste à avoir 2 pompes de cylindrées différentes. Une à fort débit pour l'approche, l'autre à faible débit pour la force maximum.
La solution royale consiste bien sûr en une pompe à 2 étages.
Les pompes à piston peuvent êtres motorisées avec un embiellage qui présente cependant plusieurs inconvénients :
Le moteur n'applique son couple que sur un demi tour.
Le couple n'est pas constant mais sinusoïdal, mais une came pose d'autres problèmes de taille.
Une pompe à 2 pistons à 180° a un fonctionnement beaucoup plus régulier, mais est également légèrement plus compliquée à réaliser.
Exemple de réalisation d'une micro-pompe SE 250 bars avec réservoir, soupape de sécurité, soupape de décharge.
Le Ø du piston de 8 mm donne l'échelle.
Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: Fabrication de composants hydrauliques
Lil Sam 06 Nov 2010, 16:12
Bonjour à Tous  ,
,
Il est tout de même bien temps que je m'y remette et que je continue sur les pompes alors allons-y pauvre forçat(e) :
Les Pompes À Engrenages (PAE) sont constituées de 2 ... engrenages tournant en sens inverse dans leur chambre respective.
L'étanchéité est faite sur le flanc des engrenages car lorsque les dents sont engrenées, l'étanchéité se fait par le contact des dents.
Les PAE n'ont aucun mouvement alternatif. Elles peuvent et doivent donc tourner rapidement car l'étanchéité est plus dynamique que statique.
Je n'évoque ici que les PAE simple étage.
Une PAE ne peut pas monter en pression à très basse vitesse (quelques tours/min).
Une PAE standard fonctionne bien entre 1 000 min-1 et 4 000 min-1.
Une PAE ne peut guère monter au-delà de 250 bars.
Les PAE ont des cylindrées assez élevées de plusieurs cm3/tour (de 10 à 100cm3). Cela signifie qu'une PAE de 10 cm3 fonctionnant à 4 000 min-1 débitera 40 000 cm3 soit 40l en une minute, ce qui pour des applications de presses peut être beaucoup trop important.
Pour résumer les caractéristiques des PAE sont :
• pression max 250 bars
• débit élevé
• réalisation simple pour des faibles pressions, plus complexe au-delà de 100 bars.
Les calculs de cylindrée se font suivant 2 modes :
cc = 6 x W x (2D-L) x (L-D)/2
avec W = épaisseur du pignon
D = diamètre externe du pignon
L = hauteur des 2 chambres
ou
cc = 3,14 x E x W x h
avec E = entre-axe des pignons
W = épaisseur du pignon
h = hauteur d'une dent
On a vu que le problème de l'étanchéité est critique sur les flancs des engrenages. Il existe plusieurs solutions d'étanchéité :
• Des joints toriques en rotation dans des gorges sur les flancs. C'est une solution compliquée et qui présente une usure rapide des joints.
• Des joints métalliques élastiques qui ne sont pas à la portée de l'amateur.
• Des joints spéciaux hydrodynamiques qui ne sont pas non plus à la portée de l'amateur.
• Les flancs des chambres en matériaux permettant d'assurer l'étanchéité qui est LA solution facile et performante. J'utilise à cette fin des plaques en PEEK qui ont une très bonne stabilité dimensionnelle sous pression et température élevée.
Dans le dessin suivant, les 2 plaques latérales rondes sont très simples de fabrication.
La denture extérieure des engrenages peut être reprise pour un meilleur état de surface et une cote exacte d'alésage des chambres.
Les deux chambres sont réalisées dans un disque de même Ø que les plaques en PEEK. J'ai utilisé du PEEK, de l'acier, et du 2017A avec le même résultat. Seul Le 2017A présente une usure pour un fonctionnement intense et lorsque la purge est mal réalisée (effet de cavitation dans les chambres ...)
L'étanchéité des plaques de PEEK dans le corps de pompe qui est en 2017A se fait par un joint torique dont la gorge est simple à réaliser.
Amitiés
PS : Les pompes à engrenages sont actuellement faciles à trouver d'occasion à un prix intéressant.
Seules les très petites pompes présentent un intérêt de réalisation amateur (cylindrée adaptée à un besoin spécifique ou autre)
,Il est tout de même bien temps que je m'y remette et que je continue sur les pompes alors allons-y pauvre forçat(e) :
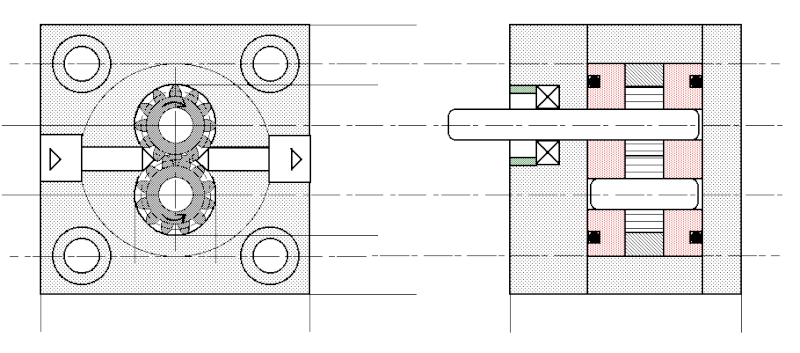
Les pompes à engrenages :
Les Pompes À Engrenages (PAE) sont constituées de 2 ... engrenages tournant en sens inverse dans leur chambre respective.
L'étanchéité est faite sur le flanc des engrenages car lorsque les dents sont engrenées, l'étanchéité se fait par le contact des dents.
Les PAE n'ont aucun mouvement alternatif. Elles peuvent et doivent donc tourner rapidement car l'étanchéité est plus dynamique que statique.
Je n'évoque ici que les PAE simple étage.
Une PAE ne peut pas monter en pression à très basse vitesse (quelques tours/min).
Une PAE standard fonctionne bien entre 1 000 min-1 et 4 000 min-1.
Une PAE ne peut guère monter au-delà de 250 bars.
Les PAE ont des cylindrées assez élevées de plusieurs cm3/tour (de 10 à 100cm3). Cela signifie qu'une PAE de 10 cm3 fonctionnant à 4 000 min-1 débitera 40 000 cm3 soit 40l en une minute, ce qui pour des applications de presses peut être beaucoup trop important.
Pour résumer les caractéristiques des PAE sont :
• pression max 250 bars
• débit élevé
• réalisation simple pour des faibles pressions, plus complexe au-delà de 100 bars.
Les calculs de cylindrée se font suivant 2 modes :
cc = 6 x W x (2D-L) x (L-D)/2
avec W = épaisseur du pignon
D = diamètre externe du pignon
L = hauteur des 2 chambres
ou
cc = 3,14 x E x W x h
avec E = entre-axe des pignons
W = épaisseur du pignon
h = hauteur d'une dent
On a vu que le problème de l'étanchéité est critique sur les flancs des engrenages. Il existe plusieurs solutions d'étanchéité :
• Des joints toriques en rotation dans des gorges sur les flancs. C'est une solution compliquée et qui présente une usure rapide des joints.
• Des joints métalliques élastiques qui ne sont pas à la portée de l'amateur.
• Des joints spéciaux hydrodynamiques qui ne sont pas non plus à la portée de l'amateur.
• Les flancs des chambres en matériaux permettant d'assurer l'étanchéité qui est LA solution facile et performante. J'utilise à cette fin des plaques en PEEK qui ont une très bonne stabilité dimensionnelle sous pression et température élevée.
Dans le dessin suivant, les 2 plaques latérales rondes sont très simples de fabrication.

La denture extérieure des engrenages peut être reprise pour un meilleur état de surface et une cote exacte d'alésage des chambres.
Les deux chambres sont réalisées dans un disque de même Ø que les plaques en PEEK. J'ai utilisé du PEEK, de l'acier, et du 2017A avec le même résultat. Seul Le 2017A présente une usure pour un fonctionnement intense et lorsque la purge est mal réalisée (effet de cavitation dans les chambres ...)
L'étanchéité des plaques de PEEK dans le corps de pompe qui est en 2017A se fait par un joint torique dont la gorge est simple à réaliser.
Amitiés
PS : Les pompes à engrenages sont actuellement faciles à trouver d'occasion à un prix intéressant.
Seules les très petites pompes présentent un intérêt de réalisation amateur (cylindrée adaptée à un besoin spécifique ou autre)
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
» suggestion sur la doc fabrication de composants hydrauliques
» remerciements pour Lil et sa doc "fabrication-de-composants-hydrauliques"
» Composants électroniques
» Démontage d'une pompe hydrauliques centrifuge
» Calcul hydraulique et Formules hydrauliques
» remerciements pour Lil et sa doc "fabrication-de-composants-hydrauliques"
» Composants électroniques
» Démontage d'une pompe hydrauliques centrifuge
» Calcul hydraulique et Formules hydrauliques
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum