
Presentation des têtes à aleser rapides
Page 1 sur 1

Presentation des têtes à aleser rapides
TRD Mer 30 Nov 2022, 20:28
Bonjour
On voit tres rarement sur les forums d'usinage l'utilisation de tetes à aleser non-universelles. Ce sont pourtant des outils qu'il faut connaître. On en trouve sous plusieurs marques. Les miennes sont majoritairement des KAISER. J'ai aussi quelques SIP.
Il en existe de deux types :
- les têtes dites d'ébauche qui sont en fait des outils de demi-finition puisqu'il faut realiser un avant-trou avant de les utiliser parce qu'elles ne coupent pas au centre. Elles ont deux plaquettes à 180 degrés, mais generalement pas au même niveau. On peut les regler sur deux rayons differents et ainsi realiser deux passes avec une seule plongee de l'outil.
Une photo de la tête que j'ai utilisée cet après-midi. Il s'agissait d'un usinage grossier. De simples trous de passage. J'ai donc realisé un avant trou, mais pas d'usinage de finition. Je devais en fait percer à 43, mais je n'ai pas de foret de 43.
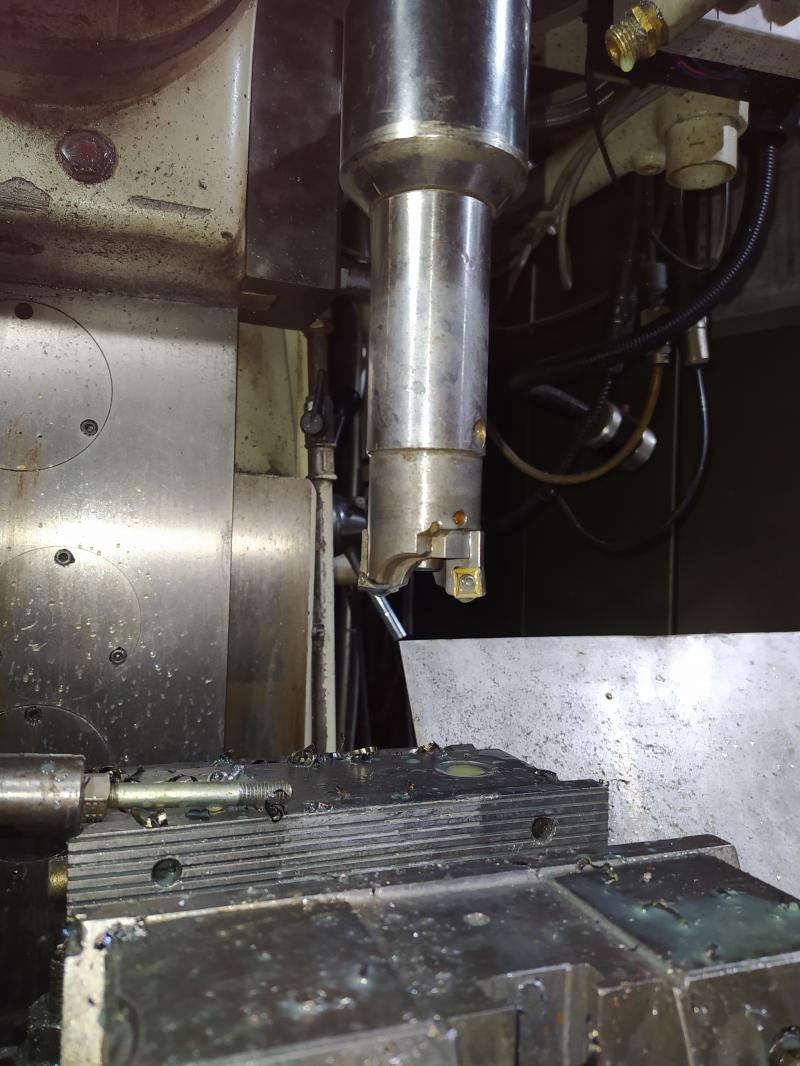
Le reglage de ces tetes d'ebauche est realisé en deplaçant les porte-plaquettes avec des vis. Au mieux, on parvient à obtenir des cotes au dixieme pres. Souvent, on se contente de 2 à 3/10 au diametre car le reglage n'est pas facile sans banc de prereglage. Je n'en ai pas.
Les tetes de finition n'ont qu'une seule plaquette et toujours un reglage micrometrique gradué, comme les têtes à aléser universelles.
Une tête Kaiser de finition

On peut obtenir des cotes dans le centième, à condition d'avoir realisé une ebauche, une demi-finition et de faire la finition sans debridage de la piece. Et pour la première piece de regler un peu plus petit et de corriger ensuite avec les graduations, comme avec une tête universelle. Mais comme cet outil est plus rigide, le reglage est plus facile.
Inconvenients par rapport à une tête universelle
Avantages par rapport à une tête universelle
Ebauche de cet après-midi au foret
Matiere XC 48 (de recuperation)
Foret acier diametre 34, 88 tours par minute.
Finition grossiere à la tête " d'ebauche" Reglée à 39 (premier outil) et 43 (second outil.) Vitesse 620 tours par minute.
On entend bien le second outil taper. En effet, il y a jn trou secant (acier de recupération.)
Reglage d'une tete Kaiser de finition
On voit tres rarement sur les forums d'usinage l'utilisation de tetes à aleser non-universelles. Ce sont pourtant des outils qu'il faut connaître. On en trouve sous plusieurs marques. Les miennes sont majoritairement des KAISER. J'ai aussi quelques SIP.
Il en existe de deux types :
- les têtes dites d'ébauche qui sont en fait des outils de demi-finition puisqu'il faut realiser un avant-trou avant de les utiliser parce qu'elles ne coupent pas au centre. Elles ont deux plaquettes à 180 degrés, mais generalement pas au même niveau. On peut les regler sur deux rayons differents et ainsi realiser deux passes avec une seule plongee de l'outil.
Une photo de la tête que j'ai utilisée cet après-midi. Il s'agissait d'un usinage grossier. De simples trous de passage. J'ai donc realisé un avant trou, mais pas d'usinage de finition. Je devais en fait percer à 43, mais je n'ai pas de foret de 43.
Le reglage de ces tetes d'ebauche est realisé en deplaçant les porte-plaquettes avec des vis. Au mieux, on parvient à obtenir des cotes au dixieme pres. Souvent, on se contente de 2 à 3/10 au diametre car le reglage n'est pas facile sans banc de prereglage. Je n'en ai pas.
Les tetes de finition n'ont qu'une seule plaquette et toujours un reglage micrometrique gradué, comme les têtes à aléser universelles.
Une tête Kaiser de finition
On peut obtenir des cotes dans le centième, à condition d'avoir realisé une ebauche, une demi-finition et de faire la finition sans debridage de la piece. Et pour la première piece de regler un peu plus petit et de corriger ensuite avec les graduations, comme avec une tête universelle. Mais comme cet outil est plus rigide, le reglage est plus facile.
Inconvenients par rapport à une tête universelle
- On ne peut pas dresser avec ce type de tête
- Il faut au moins une douzaine d'outils pour realiser des alesages jusqu'à 100 mm de diametre. Au moins 6, si on ne veut realiser que les finitions.
Avantages par rapport à une tête universelle
- Balourd quasiment inexistant
- Vitesse limitee par les plaquettes, pas par les forces d'inertie
- Montage bien plus rigide qu'avec une tete universelle avec une relative insensibilité à la frequence de rotation.
Ebauche de cet après-midi au foret
Matiere XC 48 (de recuperation)
Foret acier diametre 34, 88 tours par minute.
Finition grossiere à la tête " d'ebauche" Reglée à 39 (premier outil) et 43 (second outil.) Vitesse 620 tours par minute.
On entend bien le second outil taper. En effet, il y a jn trou secant (acier de recupération.)
Reglage d'une tete Kaiser de finition
Dernière édition par TRD le Mer 30 Nov 2022, 21:37, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8445
Date d'inscription : 11/08/2010
Dirkf aime ce message
Re: Presentation des têtes à aleser rapides
TRD Mer 30 Nov 2022, 21:33
La derniere generation de têtes à aléser a des performances époustouflantes
Dans 25 ans dans les ateliers d'amateurs ?
Systeme d'equilibrage automatique pour UGV
Dans 25 ans dans les ateliers d'amateurs ?
Systeme d'equilibrage automatique pour UGV
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Presentation des têtes à aleser rapides
TRD Jeu 01 Déc 2022, 09:55
A savoir : le copeau sort devant l'outil. Si on prend de grosses passes en ebauche, il faut prevoir l'ecoulement des copeaux par-dessous. Pour les trous borgnes, il faut debourrer de temps en temps.
En finition, le tisque c'est plutôt de rayer les alesages quand le diametre est petit et borgne. Dans ce cas, mieux vaut utiliser un alesoir. Quitte à l'excentrer pour obtenir des cotes originales.
En finition, le tisque c'est plutôt de rayer les alesages quand le diametre est petit et borgne. Dans ce cas, mieux vaut utiliser un alesoir. Quitte à l'excentrer pour obtenir des cotes originales.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
» Tête a aléser Otelo "Super 60 - 90 - 150" tetes universelles a aleser et dresser
» Utilisation des têtes a aléser
» fabrication d'un maillet à têtes interchangeables
» Têtes Gambin (à mortaiser, perçage sensitif, a tailler les crémaillères)
» Pas rapides Ernault AC 280
» Utilisation des têtes a aléser
» fabrication d'un maillet à têtes interchangeables
» Têtes Gambin (à mortaiser, perçage sensitif, a tailler les crémaillères)
» Pas rapides Ernault AC 280
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum