
Utilisation d'un moteur brushless sur une fraiseuse
+3
Papynano
BEROLA
serge69
7 participants
Page 3 sur 7
Page 3 sur 7 •  1, 2, 3, 4, 5, 6, 7
1, 2, 3, 4, 5, 6, 7
Re: Utilisation d'un moteur brushless sur une fraiseuse
BEROLA Mer 03 Mar 2021, 22:49
TRD a écrit:Rien ne vous etonne ?
1500 watts, un cheval...
C'est un cheval de course !!! qui en vaut deux !
BEROLA- Chevronné

- Messages : 2904
Date d'inscription : 13/12/2010
Re: Utilisation d'un moteur brushless sur une fraiseuse
serge69 Jeu 04 Mar 2021, 09:04
Moi, plus rien ne m'étonne , à force de lire des informations sur les sites marchands, ou les forums .....!!!! 
Pour le model , avec pince ER20, on peut lire: " Tête de broche 750W 1hp ER20 Max. 3000 ~ 8000rpm "...
Bon, c'est déjà plus réaliste
Je pense qu'il ne faut pas se fier à ces indications, comme pour la vitesse , " Max. 3000 ~ 8000rpm "....
Ce n'est pas un moteur , seulement une transmission de mouvement, et une adaptation .....
Le mieux est de voir quel type de roulements, la précision, et diametre des axes .....
Bon je pense que a peut résoudre une partie de mon problème...
Reste à voir les poulies rapport 1/3, et la courroie...
Pour le model , avec pince ER20, on peut lire: " Tête de broche 750W 1hp ER20 Max. 3000 ~ 8000rpm "...
Bon, c'est déjà plus réaliste
Je pense qu'il ne faut pas se fier à ces indications, comme pour la vitesse , " Max. 3000 ~ 8000rpm "....
Ce n'est pas un moteur , seulement une transmission de mouvement, et une adaptation .....
Le mieux est de voir quel type de roulements, la précision, et diametre des axes .....
Bon je pense que a peut résoudre une partie de mon problème...
Reste à voir les poulies rapport 1/3, et la courroie...
serge69- Passionné

- Messages : 51
Date d'inscription : 11/02/2012
Re: Utilisation d'un moteur brushless sur une fraiseuse
TRD Jeu 04 Mar 2021, 09:45
ça ne m'inquiete pas trop.
Avec des roulements à contact oblique, de qualité et correctement réglés, on peut dépasser les 8000 RPM. Si la broche est bien faite, il doit y avoir un dispositif pour ajuster la précharge. Soit fileté, soit avec des cales en clinquant. C'est normalement ce qui explique la différence de prix du modele à contact oblique.
On règle les roulements de moteurs de kart au clinquant et on les faisait tourner à presque 20 000 tours par minute. Le réglage doit prendre en compte les dilatations de carters pour que les roulements soient libres sans jeu à chaud.
Il y a pas mal de machines-outils legères qui sont montées avec ce type de roulements. Seules celles qui ont des broches très longues (perceuses, par exemple) doivent avoir des montages insensibles aux dilatations.
Si le carter est en fonte de fer et la broche en acier, les dilatations différentielles seront assez limitées. Et elles le seront d'autant plus que la puissance dissipée est relativement faible au regard de la masse de métal qui constitue la broche.
Avec des roulements à contact oblique, de qualité et correctement réglés, on peut dépasser les 8000 RPM. Si la broche est bien faite, il doit y avoir un dispositif pour ajuster la précharge. Soit fileté, soit avec des cales en clinquant. C'est normalement ce qui explique la différence de prix du modele à contact oblique.
On règle les roulements de moteurs de kart au clinquant et on les faisait tourner à presque 20 000 tours par minute. Le réglage doit prendre en compte les dilatations de carters pour que les roulements soient libres sans jeu à chaud.
Il y a pas mal de machines-outils legères qui sont montées avec ce type de roulements. Seules celles qui ont des broches très longues (perceuses, par exemple) doivent avoir des montages insensibles aux dilatations.
Si le carter est en fonte de fer et la broche en acier, les dilatations différentielles seront assez limitées. Et elles le seront d'autant plus que la puissance dissipée est relativement faible au regard de la masse de métal qui constitue la broche.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: Utilisation d'un moteur brushless sur une fraiseuse
serge69 Jeu 04 Mar 2021, 10:19
J'ai commandé hier, en version ER20 , avec "roulement à contact angulaire".....
De toute façon dans mon cas, la vitesse de moteur brushless sera au maximum de 3000 T/Mn , ( ou 5000 T/Mn, suivant choix du moteur),
et ensuite il y a une réduction de 1/3, donc la broche tournera au maximum à 1000 T/Mn ......
Probablement , encore moins vite en utilisation dans des métaux durs .....
De toute façon dans mon cas, la vitesse de moteur brushless sera au maximum de 3000 T/Mn , ( ou 5000 T/Mn, suivant choix du moteur),
et ensuite il y a une réduction de 1/3, donc la broche tournera au maximum à 1000 T/Mn ......
Probablement , encore moins vite en utilisation dans des métaux durs .....
serge69- Passionné
- Messages : 51
Date d'inscription : 11/02/2012
Re: Utilisation d'un moteur brushless sur une fraiseuse
TRD Jeu 04 Mar 2021, 10:55
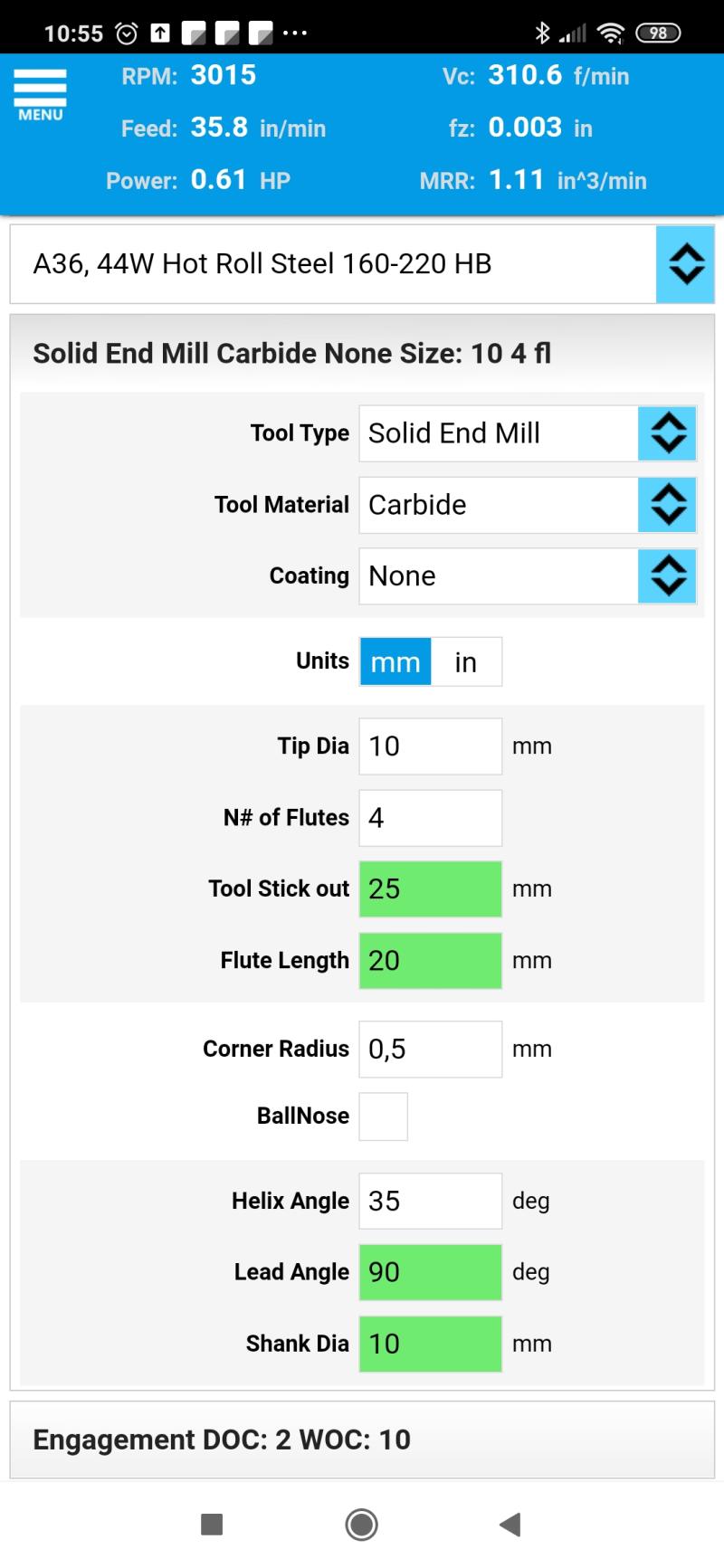
A mon avis c'est inutile. Si on utilise une fraise carbure de 10 mm pour usiner un acier mi-dur (XC38, par exemple), il faudrait idealement la faire tourner à 2500- 3000 tours/minute environ. Si on usine un alliage aluminium-cuivre, c'est plutot 8000 tours.
La CN permet de travailler rapidement avec de petites fraises. Les petites fraises sont les seules qui permettent de réaliser des formes avec de faibles rayons de courbure. De plus, je pense que la structure de la machine ne permettrait pas l'utilisation de tourteaux. Le coût d'exploitation des petites fraises carbure est nettement moindre que celui des petites fraises en acier parce que leur réaffutage est économiquement parlant inintéressant. Un outil carbure est capable de dégager un volume de copeaux très nettement superieur à celui dégagé par une fraise en acier.
Or, de mon expérence, le pire ennemi des outils carbure est une utilisation en sous-vitesse. De surcroit, les états de surface obtenus sont d'autant plus beaux qu'on approche des limites de tenue des outils. Enfin, à iso-avance, la section du copeau est d'autant plus faible que la vitesse est grande. Et plus le copeau est fin, moins la machine vibre.
La CN permet de travailler rapidement avec de petites fraises. Les petites fraises sont les seules qui permettent de réaliser des formes avec de faibles rayons de courbure. De plus, je pense que la structure de la machine ne permettrait pas l'utilisation de tourteaux. Le coût d'exploitation des petites fraises carbure est nettement moindre que celui des petites fraises en acier parce que leur réaffutage est économiquement parlant inintéressant. Un outil carbure est capable de dégager un volume de copeaux très nettement superieur à celui dégagé par une fraise en acier.
Or, de mon expérence, le pire ennemi des outils carbure est une utilisation en sous-vitesse. De surcroit, les états de surface obtenus sont d'autant plus beaux qu'on approche des limites de tenue des outils. Enfin, à iso-avance, la section du copeau est d'autant plus faible que la vitesse est grande. Et plus le copeau est fin, moins la machine vibre.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Utilisation d'un moteur brushless sur une fraiseuse
TRD Jeu 04 Mar 2021, 11:00
Calculs faits avec un logiciel
Fraise de merde en carbure
Fraise revetue TiAlN en carbure (micrograin, quand même...)
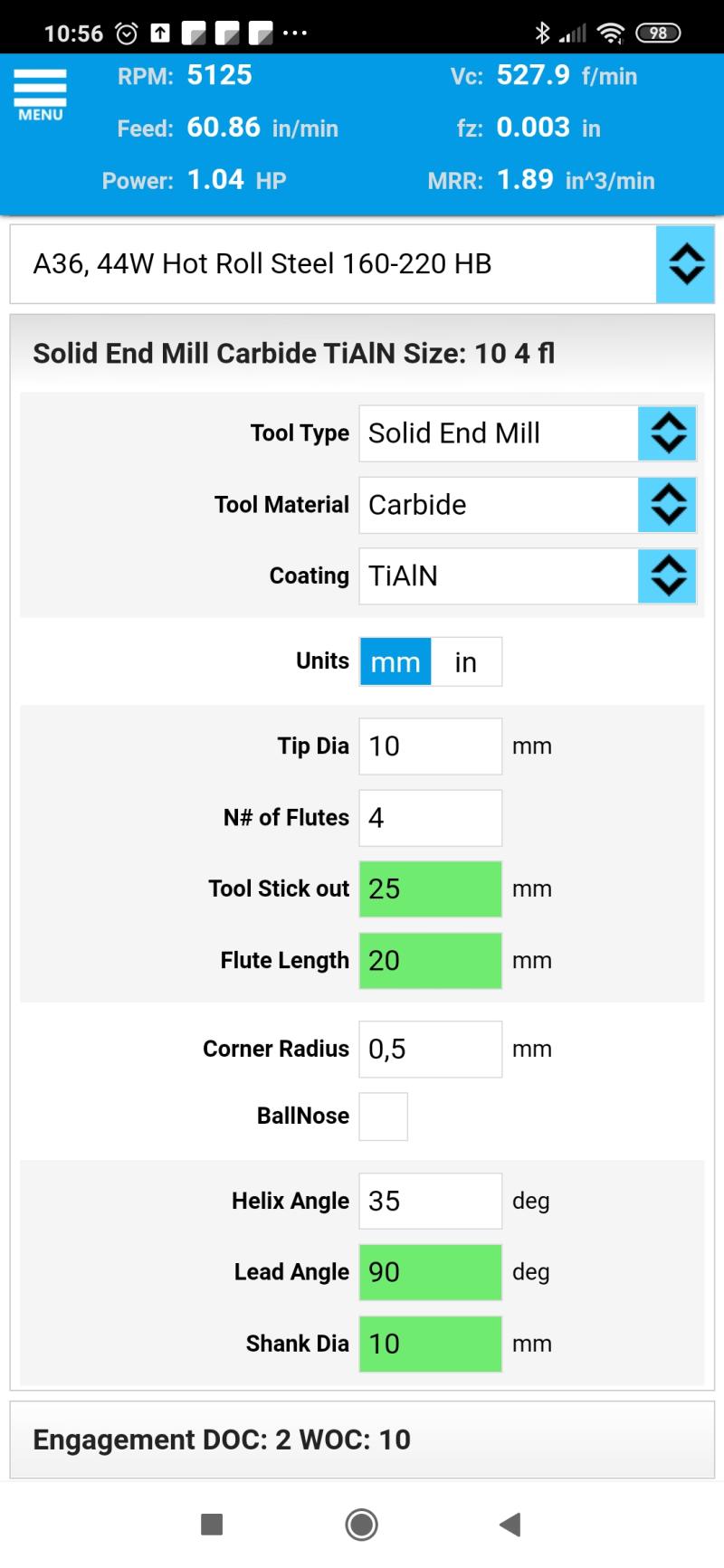
Fraise de merde en carbure
Fraise revetue TiAlN en carbure (micrograin, quand même...)
Dernière édition par TRD le Jeu 04 Mar 2021, 11:09, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Utilisation d'un moteur brushless sur une fraiseuse
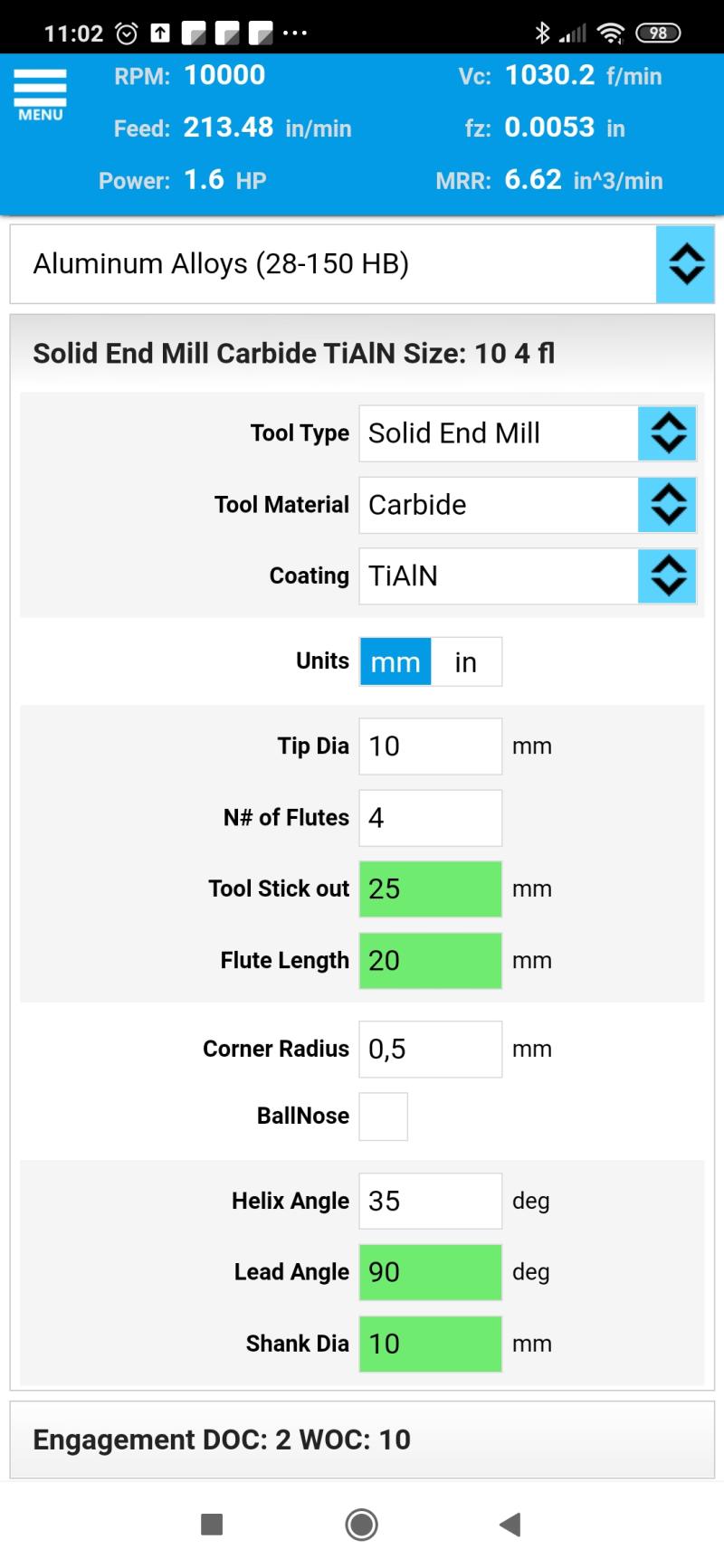
TRD Jeu 04 Mar 2021, 11:05
Alu aeronautique
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Utilisation d'un moteur brushless sur une fraiseuse
serge69 Jeu 04 Mar 2021, 11:27
C'est d'autant plus intéressant, que je cherche des informations sur les techniques, vitesses , pour l'avance, la rotation, hauteur de passes, ... etc.....
Je suis issu du milieu de l'électronique et de l'informatique, et Je connais malheureusement mal la mécanique ....
Je cherche un maximum d'informations , ou de logiciels permettant de calculer les données d'usinage .....
Je recherche aussi en ce moment à résoudre la partie ou trouver des poulies et courroie pour faire la réduction de 1/3. J'ai pensé à ces courroies et poulies multi-micro-gorges ( je ne sais pas comment cela se nomme ) , mais je ne sait pas ce qui est le mieux , solidité, silence etc .....
Je pense que je eut soit augmenter soit diminuer a vitesse suivant les poulies montées et la vitesse utiliser, ce qui peut aussi pemettre d'avoir plus de couple à basse vitesse , à voir, de toute façon, il me faudra des poulies pour accoupler le moteur à la broche
Je suis issu du milieu de l'électronique et de l'informatique, et Je connais malheureusement mal la mécanique ....
Je cherche un maximum d'informations , ou de logiciels permettant de calculer les données d'usinage .....
Je recherche aussi en ce moment à résoudre la partie ou trouver des poulies et courroie pour faire la réduction de 1/3. J'ai pensé à ces courroies et poulies multi-micro-gorges ( je ne sais pas comment cela se nomme ) , mais je ne sait pas ce qui est le mieux , solidité, silence etc .....
Je pense que je eut soit augmenter soit diminuer a vitesse suivant les poulies montées et la vitesse utiliser, ce qui peut aussi pemettre d'avoir plus de couple à basse vitesse , à voir, de toute façon, il me faudra des poulies pour accoupler le moteur à la broche
serge69- Passionné
- Messages : 51
Date d'inscription : 11/02/2012
Re: Utilisation d'un moteur brushless sur une fraiseuse
TRD Jeu 04 Mar 2021, 11:40
HTD 5M pour courroies synchrones.
poly-vé pour courroies non synchrones.
Cas général outillage non revetu
Acier mi dur fraise ARS 20 m/minute
Acier mi-dur fraise carbure 80 m / minute
aluminiums fraise ARS 80 m/minute
Aluminium fraise carbure 300 metres par minute.
Aciers prétraités à 100 kg diviser les vitesses par deux.
Avances : 0,02 par dent. 0,05 pour une machine en fonte.
poly-vé pour courroies non synchrones.
Cas général outillage non revetu
Acier mi dur fraise ARS 20 m/minute
Acier mi-dur fraise carbure 80 m / minute
aluminiums fraise ARS 80 m/minute
Aluminium fraise carbure 300 metres par minute.
Aciers prétraités à 100 kg diviser les vitesses par deux.
Avances : 0,02 par dent. 0,05 pour une machine en fonte.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Utilisation d'un moteur brushless sur une fraiseuse
serge69 Jeu 04 Mar 2021, 11:50
Je n'ai pas tout suivis ....
HTD5M ????
Poly-vé ????
Avances : 0,02 par dent. 0,05 pour une machine en fonte ????
courroies synchrones, courroies non synchrones ????
Ca ne me parle pas beaucoup ....
Je pense que les Poly-vé ça doit être ce que je cherchais (plusieurs oges dans la poulie ?????
Pour le reste je pense qu'il s'agit des vitesses d'avance ....
HTD5M ????
Poly-vé ????
Avances : 0,02 par dent. 0,05 pour une machine en fonte ????
courroies synchrones, courroies non synchrones ????
Ca ne me parle pas beaucoup ....
Je pense que les Poly-vé ça doit être ce que je cherchais (plusieurs oges dans la poulie ?????
Pour le reste je pense qu'il s'agit des vitesses d'avance ....
serge69- Passionné
- Messages : 51
Date d'inscription : 11/02/2012
Re: Utilisation d'un moteur brushless sur une fraiseuse
TRD Jeu 04 Mar 2021, 12:47
Poly vé peut patiner. HTD, c'est ce qu'on appelle vulgairement une courroie de distribution. ça ne patine pas. donc, c'est synchrone. 5M, c'est la taille des "dents". 3M, c'est trop petit, et 8 M trop gros.
L'avance se calcule pour une dent de fraise. On met en général 0,05 mm pour une fraise de 20. Mais vu la rigidité de ta machine je te conseille de ne pas dépasser 0,02 sinon elle va vibrer et générer des surfaces dégueulasses.
Donc fraise à quatre dents = 0,08 mm par tour et 3000 tours par minute donc 240 mm par minute au maximum.
C'est tout le problème des logiciels. Ils sont conçus pour de vraies machines rigides. Si tu essayes ça avec ta structure en alu, tu vas au mieux faire de la merde et au pire prendre des fraises dans la gueule.
L'avance se calcule pour une dent de fraise. On met en général 0,05 mm pour une fraise de 20. Mais vu la rigidité de ta machine je te conseille de ne pas dépasser 0,02 sinon elle va vibrer et générer des surfaces dégueulasses.
Donc fraise à quatre dents = 0,08 mm par tour et 3000 tours par minute donc 240 mm par minute au maximum.
C'est tout le problème des logiciels. Ils sont conçus pour de vraies machines rigides. Si tu essayes ça avec ta structure en alu, tu vas au mieux faire de la merde et au pire prendre des fraises dans la gueule.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Page 3 sur 7 • 1, 2, 3, 4, 5, 6, 7
» Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
» Transformation alternateur en moteur brushless grâce à l'impression 3D
» Notice utilisation et entretien fraiseuse HBM 45
» Fraiseuse italienne SAIMP [FO1]
» Fraiseuse vernier fv 250 avec servo moteur
» Transformation alternateur en moteur brushless grâce à l'impression 3D
» Notice utilisation et entretien fraiseuse HBM 45
» Fraiseuse italienne SAIMP [FO1]
» Fraiseuse vernier fv 250 avec servo moteur
Page 3 sur 7
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum