
25cd4 traité ou non?
2 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
25cd4 traité ou non?
Leogars Jeu 22 Oct 2020, 09:25
Bonjour à tous,
Dans le cadre d’un projets de modification de portes fusées d’essieu automobile, j’ai déterminé que l’acier 25cd4 ou 25crmo4 serait certainement le plus adapté pour l’usinage de supports d’étriers additionnels de part ses propriété mécanique et sa bonne soudabilité.
J’ai trouvé des détaillants qui vendent du rond plein de 25cd4 mais aucun moyen de savoir si il est traité (trempé et revenu) ou non, ils ne savent pas ce qui me parait aberrant. apparemment quand il est recuit, il s’appelle 25crmo4+a et pour qu’il soit traité donc trempé et revenu il doit s’appeler 25crmo4+t ou +qt. Mon problème est que toute les caractéristiques mécanique de cette acier sont donné à l’état traité donc aucun intérêt dans mon cas si il ne l’ai pas. J’ai bien trouvé du 25crmo4+qt donc traité chez IMS France mais avec un minimum d’achat de 6 mètres + livraison donc hors budget pour moi.
Est ce que quelqu’un en saurait plus sur cette acier et saurait ou je peux en trouver au mètre en étant sûr qu’il est bien traité?
Merci pour votre aide.
Dans le cadre d’un projets de modification de portes fusées d’essieu automobile, j’ai déterminé que l’acier 25cd4 ou 25crmo4 serait certainement le plus adapté pour l’usinage de supports d’étriers additionnels de part ses propriété mécanique et sa bonne soudabilité.
J’ai trouvé des détaillants qui vendent du rond plein de 25cd4 mais aucun moyen de savoir si il est traité (trempé et revenu) ou non, ils ne savent pas ce qui me parait aberrant. apparemment quand il est recuit, il s’appelle 25crmo4+a et pour qu’il soit traité donc trempé et revenu il doit s’appeler 25crmo4+t ou +qt. Mon problème est que toute les caractéristiques mécanique de cette acier sont donné à l’état traité donc aucun intérêt dans mon cas si il ne l’ai pas. J’ai bien trouvé du 25crmo4+qt donc traité chez IMS France mais avec un minimum d’achat de 6 mètres + livraison donc hors budget pour moi.
Est ce que quelqu’un en saurait plus sur cette acier et saurait ou je peux en trouver au mètre en étant sûr qu’il est bien traité?
Merci pour votre aide.
Leogars- Passionné

- Messages : 76
Date d'inscription : 22/10/2020
Re: 25cd4 traité ou non?
TRD Jeu 22 Oct 2020, 11:16
Bonjour
QT : quenched tempered = trempé et revenu.
A : annealed : recuit.
Tout depend de l'architecture des porte-moyeux. Si c'est du massif, 25CD4 c'est du gaspillage. Si c'est du creux en tôle, c'est un bon choix.
Je connais bien ce domaine. Mon site :
https://thomas-racing.blog4ever.com/aciers-pour-la-fabrication-des-voitures-de-competition
Pour ceux qui ne connaissent pas la mecanique de competition, voilà à quoi ressemble un porte moyeu mecanosoudé en tôle (donc aussi creux que le cerveau de la plupart de nos gouvernants, mais helas pour moi, on ne les a pas encore mis en taule.)

Un porte moyeu alu (plein)

Un porte moyeu forgé de série. En acier, plein et lourd.

Pour les barres, je me sers habituellement chez Acier detail decoupe qui vend au detail.
Pour les toles 25CD4 je les prends chez ULM technologies qui detaille aussi. Je leur prends aussi les baguettes de TIG. Surtout celles en 15CDV6. Qu'ils vendent au detail.
Mais tu peux aussi contacter cette entreprise en lui disant qu'on t'a donné ses coordonnees ici.
https://www.matieredetail.fr/
Il nous a propose ses services. Et il est en region parisienne. Ulm est en chtiie, et ADD est en Haute-Savoie.
S'il s'agit de supports non soudés, le 25CD4 c'est un cholx hyper luxueux. Un A60 (etiré, donc pas besoin de l'usiner) suffira tres largement. On mettait ça sur les groupe B a huit etriers. Si j'etais mort, ça se saurait...
QT : quenched tempered = trempé et revenu.
A : annealed : recuit.
Tout depend de l'architecture des porte-moyeux. Si c'est du massif, 25CD4 c'est du gaspillage. Si c'est du creux en tôle, c'est un bon choix.
Je connais bien ce domaine. Mon site :
https://thomas-racing.blog4ever.com/aciers-pour-la-fabrication-des-voitures-de-competition
Pour ceux qui ne connaissent pas la mecanique de competition, voilà à quoi ressemble un porte moyeu mecanosoudé en tôle (donc aussi creux que le cerveau de la plupart de nos gouvernants, mais helas pour moi, on ne les a pas encore mis en taule.)
Un porte moyeu alu (plein)
Un porte moyeu forgé de série. En acier, plein et lourd.
Pour les barres, je me sers habituellement chez Acier detail decoupe qui vend au detail.
Pour les toles 25CD4 je les prends chez ULM technologies qui detaille aussi. Je leur prends aussi les baguettes de TIG. Surtout celles en 15CDV6. Qu'ils vendent au detail.
Mais tu peux aussi contacter cette entreprise en lui disant qu'on t'a donné ses coordonnees ici.
https://www.matieredetail.fr/
Il nous a propose ses services. Et il est en region parisienne. Ulm est en chtiie, et ADD est en Haute-Savoie.
S'il s'agit de supports non soudés, le 25CD4 c'est un cholx hyper luxueux. Un A60 (etiré, donc pas besoin de l'usiner) suffira tres largement. On mettait ça sur les groupe B a huit etriers. Si j'etais mort, ça se saurait...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: 25cd4 traité ou non?
Leogars Jeu 22 Oct 2020, 12:12
Impressionnant! Ce que tu fais est exactement ce pour quoi je me passionne depuis quelques temps sans y connaître grand chose, je l’avoue! Je crois que je suis bien tombé, l’avis d’un professionnel me serait d’une grande aide pour la modification de ces porte-moyeux si tu me permets de t’exposer mon projet.
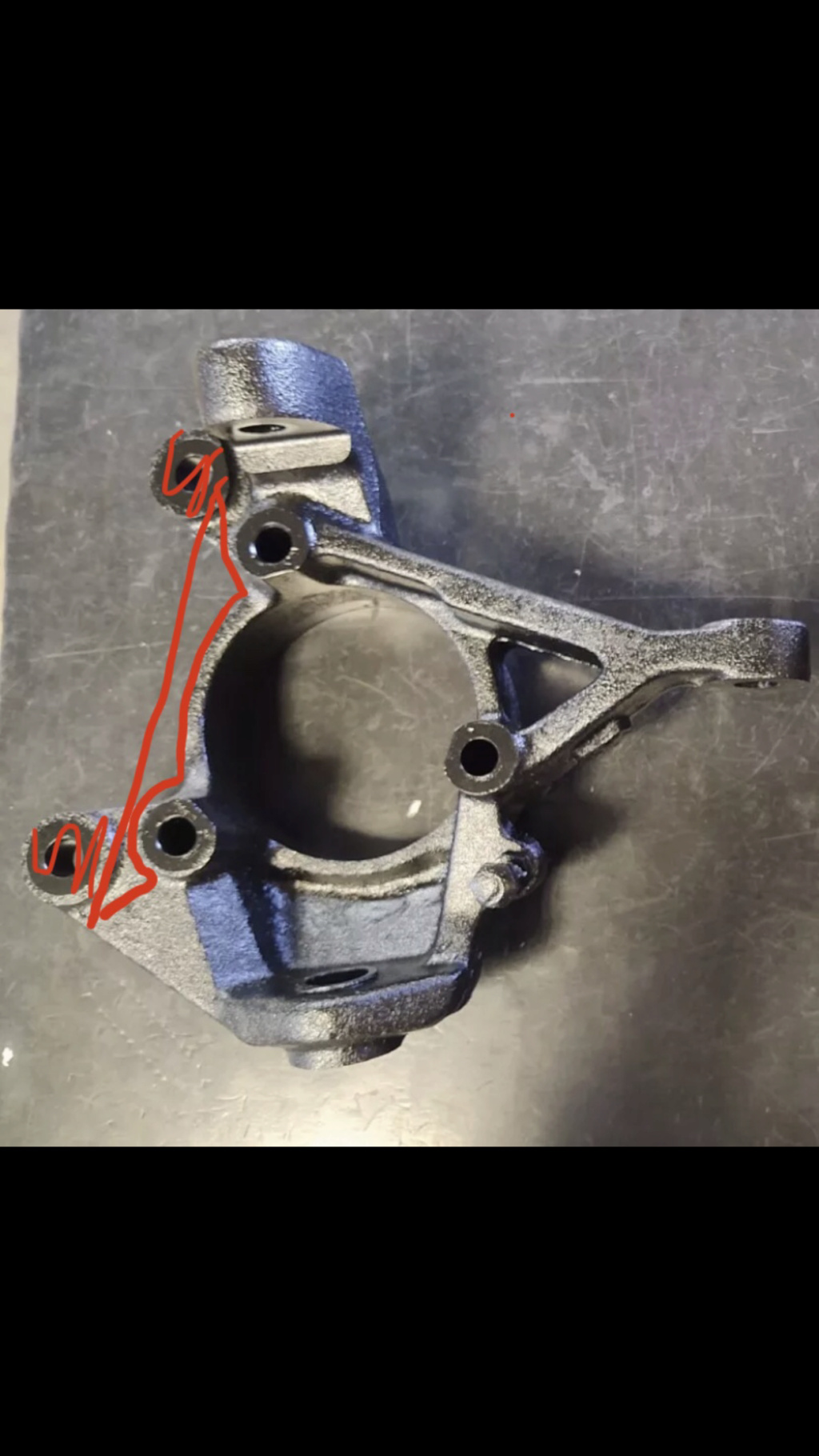
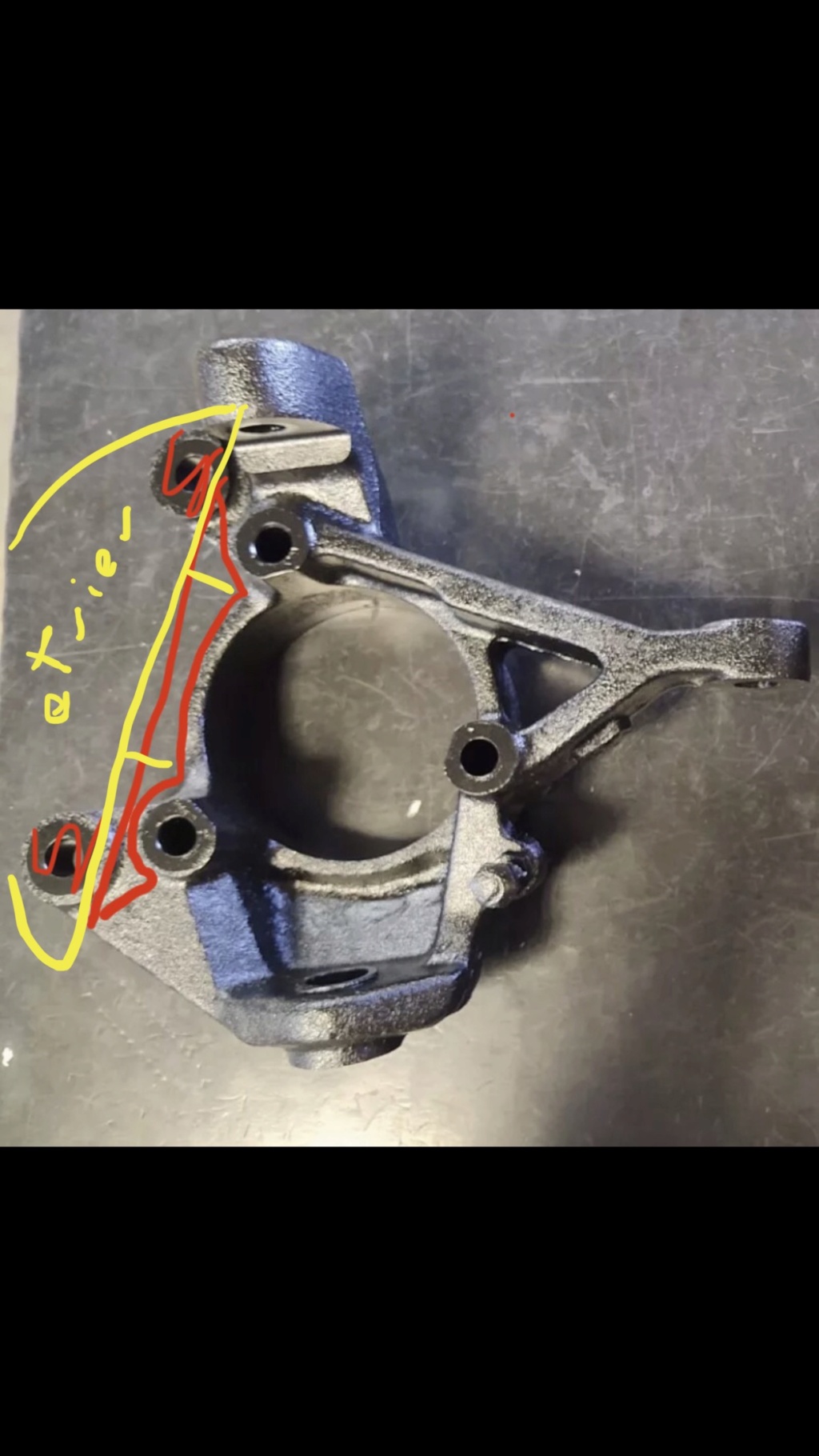
C’est pour une Jeep Cherokee 4.0 litres modifiés à tout les niveaux. J’ai déjà modifié l’ensemble du Système de freinage: maître cylindre et mastervac augmenté, remplacement des tambours arrière par un kit frein à disque, durite aviation, plaquettes yellowstuff, disque avant rainuré ventilé aux dimensions d’origine soit 280x24mm mais j’ai toujours les étriers flottants 1 pistons d’origine à l’avant et je voulais passer sur des fixes en 4 ou 6 pistons pour avoir quelque chose en adéquation avec le reste de la voiture mais rien existe à part un kit Wilwood qui exige des jante 16” et je ne suis pas prêt à me séparer des 15” d’origine d’où mon problème.... la seule solution que j’ai trouvé est d’adapter des étriers radial en modifiant les portes moyeux. Les fixation des étriers que je veux adapter se trouvent pile à l’axe des fixations de l’étrier axial actuel. Si j’augmentais le diamètre du disque, je pourrais trouver des cales d’adaptation qui se vendent chez les fabricants et qui permettent de se fixer sur les fixations existantes. Mais comme je garde le même diamètre, je suis en plein dedans. L’idée est de couper les pattes de fixations existantes est d’usiner et de souder de part et d’autre une pièce qui épouse parfaitement le porte moyeu. Cette pièce renforcerait la partie soudée.
Ça donnerait grossièrement:

C’est pour une Jeep Cherokee 4.0 litres modifiés à tout les niveaux. J’ai déjà modifié l’ensemble du Système de freinage: maître cylindre et mastervac augmenté, remplacement des tambours arrière par un kit frein à disque, durite aviation, plaquettes yellowstuff, disque avant rainuré ventilé aux dimensions d’origine soit 280x24mm mais j’ai toujours les étriers flottants 1 pistons d’origine à l’avant et je voulais passer sur des fixes en 4 ou 6 pistons pour avoir quelque chose en adéquation avec le reste de la voiture mais rien existe à part un kit Wilwood qui exige des jante 16” et je ne suis pas prêt à me séparer des 15” d’origine d’où mon problème.... la seule solution que j’ai trouvé est d’adapter des étriers radial en modifiant les portes moyeux. Les fixation des étriers que je veux adapter se trouvent pile à l’axe des fixations de l’étrier axial actuel. Si j’augmentais le diamètre du disque, je pourrais trouver des cales d’adaptation qui se vendent chez les fabricants et qui permettent de se fixer sur les fixations existantes. Mais comme je garde le même diamètre, je suis en plein dedans. L’idée est de couper les pattes de fixations existantes est d’usiner et de souder de part et d’autre une pièce qui épouse parfaitement le porte moyeu. Cette pièce renforcerait la partie soudée.
Ça donnerait grossièrement:



Leogars- Passionné
- Messages : 76
Date d'inscription : 22/10/2020
Re: 25cd4 traité ou non?
Leogars Jeu 22 Oct 2020, 12:25
J’en suis finalement arriver au 25cd4 Pour l’usinage de ses pièces car il a une bonne soudabilité ce qui n’est apparemment pas le cas du c35 ou a60.
Petite précision avant de me faire incendier par les membres, ce n’est pas une voiture destiné à la route.
Petite précision avant de me faire incendier par les membres, ce n’est pas une voiture destiné à la route.
Leogars- Passionné
- Messages : 76
Date d'inscription : 22/10/2020
Re: 25cd4 traité ou non?
Leogars Jeu 22 Oct 2020, 17:27
J’ai contacté matieredetail.fr par téléphone et ils ont les deux nuances de 25cd4 recuit et traité dispo. La personne qui m’a répondu a été très professionnel et sympa et en plus c’est juste à côté de chez moi. Merci bcp TRD pour le contact!
Leogars- Passionné
- Messages : 76
Date d'inscription : 22/10/2020
Re: 25cd4 traité ou non?
TRD Jeu 22 Oct 2020, 19:14
Vu le contexte, on n'est pas à 100 grammes près. Ce n'est pas le cas pour les monoplaces où certains vont jusqu'à reduire les têtes des vis CHc au tour pour gagner d'hypothétiques centiemes de seconde. Je ne le fais jamais parce qu'un jour ou l'autre le six-pans te reste dans les doigts et le temps perdu se compte alors en heures...
Donc, à mon avis, on élimine tout de suite le 15CDV6 qui est hors de prix. On n'est pas aux 24 heures du Mans... Pour le 25 CD4, je pense que ce serait une belle connerie du point de vue metallurgique. Si tu vas sur mon site, tu trouveras un cours de soudage. Il y a de quoi lire pour une journée entière. Donc je vais te resumer la situation.
Le 25CD4 est soudable parce que malgré la presence d'un pour cent de chrome il contient seulement 0,25 ℅ de carbone.
Pour le 15CDV6, qui contient 1,5 % de chrome, on a été obligé de reduire le carbone à 0,15 % pour assurer une soudabilité métallurgique correcte.
Mais ça c'est vrai pour des materiaux purs.
Quand tu vas souder un 25CD4 sur un acier inconnu, le cordon va etre un melange des deux. En admettant que
le cordont soit composé de 50 % de 25CD4 et de 50% d'XC 48, ça ferait un (25+48) /2 CD2. Et ça ce n'est pas soudable sans précaution.
Evidemment, j'ai supposé que le porte-moyeu était en XC 48. En fait, on n'en sait rien...
Les porte-moyeu de Renault se soudent tres bien au MIG, mais je ne connais pas leur composition.
Si tu regardes tes rapports de controle technique tu vas voir que l'effort de freinage est en fait assez faible. Quelques centaines de kilogrammes-force. Meme si tu doublais la force de freinage (ce qui n'est pas possible parce que les roues se bloqueront avant puisque tu ne vas pas mettre des pneus slicks sur un 4x4) elle restera assez faible. Il n'est donc pas utile de choisir un acier à haute resistance si la section est suffisante.
Du point de vue metallurgique l'XC 48 est un peu delicat à souder. D'apres la norme, il est classé non soudable. Mais si tu soudes au MIG avec un fil doux, ça passera.
Pour le TIG sans metal d'apport, un XC38 risquerait moins d'accident métallurgique.
Donc, à mon avis, on élimine tout de suite le 15CDV6 qui est hors de prix. On n'est pas aux 24 heures du Mans... Pour le 25 CD4, je pense que ce serait une belle connerie du point de vue metallurgique. Si tu vas sur mon site, tu trouveras un cours de soudage. Il y a de quoi lire pour une journée entière. Donc je vais te resumer la situation.
Le 25CD4 est soudable parce que malgré la presence d'un pour cent de chrome il contient seulement 0,25 ℅ de carbone.
Pour le 15CDV6, qui contient 1,5 % de chrome, on a été obligé de reduire le carbone à 0,15 % pour assurer une soudabilité métallurgique correcte.
Mais ça c'est vrai pour des materiaux purs.
Quand tu vas souder un 25CD4 sur un acier inconnu, le cordon va etre un melange des deux. En admettant que
le cordont soit composé de 50 % de 25CD4 et de 50% d'XC 48, ça ferait un (25+48) /2 CD2. Et ça ce n'est pas soudable sans précaution.
Evidemment, j'ai supposé que le porte-moyeu était en XC 48. En fait, on n'en sait rien...
Les porte-moyeu de Renault se soudent tres bien au MIG, mais je ne connais pas leur composition.
Si tu regardes tes rapports de controle technique tu vas voir que l'effort de freinage est en fait assez faible. Quelques centaines de kilogrammes-force. Meme si tu doublais la force de freinage (ce qui n'est pas possible parce que les roues se bloqueront avant puisque tu ne vas pas mettre des pneus slicks sur un 4x4) elle restera assez faible. Il n'est donc pas utile de choisir un acier à haute resistance si la section est suffisante.
Du point de vue metallurgique l'XC 48 est un peu delicat à souder. D'apres la norme, il est classé non soudable. Mais si tu soudes au MIG avec un fil doux, ça passera.
Pour le TIG sans metal d'apport, un XC38 risquerait moins d'accident métallurgique.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: 25cd4 traité ou non?
Leogars Jeu 22 Oct 2020, 20:26
Merci pour ta réponse ! J’ai eu du mal à trouver de vrai conseil à ce sujet...
C’est sûr qu’on est pas à quelques kilos près sur cette voiture, elle pèse déjà ses 1550kg. mais du coup les Soudures des support d’étriers en question on intérêt à être costaud.
Donc d’après toi un Xc38 serait l’idéal, soudé au Tig avec préchauffage et refroidissement lent des pièces ou peu importe ?
C’est sûr qu’on est pas à quelques kilos près sur cette voiture, elle pèse déjà ses 1550kg. mais du coup les Soudures des support d’étriers en question on intérêt à être costaud.
Donc d’après toi un Xc38 serait l’idéal, soudé au Tig avec préchauffage et refroidissement lent des pièces ou peu importe ?
Leogars- Passionné
- Messages : 76
Date d'inscription : 22/10/2020
Re: 25cd4 traité ou non?
TRD Jeu 22 Oct 2020, 21:15
De maniere generale, le prechauffage n'est jamais mauvais à une seule condition : il ne doit pas etre effectué à des temperatures superieures aux temperatures de revenu. Dans le cas contraire, on s'expose à des transformations metallurgiques qui sont generalement generatrices de deformations. Ici, la cage du roulement est une surface qui ne doit pas se deformer.
Quand on ne connait pas la gamme de fabrication d'une piece en acier, un prechauffage entre 150 et 180 degres C ne présente pas de risque. On peut le realiser dans un four menager.
Le refroidissement à l'air calme devrait suffire, mais si un prechauffage est réalisé, ça ne coûte absolument rien de mettre les pieces soudées dans le four chaud et de les y laisser refroidir porte fermée.
Personnellement, pour minimiser les risques, je realise un usinage du porte-moyeu pour que la partie rapportée soit encastrée. La soudure n'aura qu'un role de verouillage. L'encastrement ne doit pas être trop profond pour ne pas compromettre la solidité du porte-moyeu. Les fonds d'entailles ne devraient pas comporter d'angles vifs. Un rayon de 0,8 à 1,2 mm est ideal. En conséquence, la partie rapportée devra être chanfreinnée sur 1 à 1,5 mm pour eviter les interferences.
Idealement, les parties rapportees devraient comporter une legere surepaisseur au niveau des plans d'appui de l'étrier. Cette surepaisseur serait enlevee apres soudage en prenant la reference dans le logement du roulement, avec un cimblot. Cette disposition garantit un rapide rodage des plaquettes, sans point chaud et une duree de vie optimale. Cependant, si ce n'est pas possible, le surfaçage des parties rapportees sans reference doit au minimum conduire à l'obtention de deux surfaces d'appui de l'etrier coplanaires. On evite ainsi de mettre l'etrietr en contrainte au serrage. C'est important pour les etriers à quatre pistons qui sont generalement en alliage leger et en deux parties assemblees avec un plan de joint. La torsion de ce type d'etrier peut rmodifier le jeu des pistons et conduire à des grippages.
Quand on ne connait pas la gamme de fabrication d'une piece en acier, un prechauffage entre 150 et 180 degres C ne présente pas de risque. On peut le realiser dans un four menager.
Le refroidissement à l'air calme devrait suffire, mais si un prechauffage est réalisé, ça ne coûte absolument rien de mettre les pieces soudées dans le four chaud et de les y laisser refroidir porte fermée.
Personnellement, pour minimiser les risques, je realise un usinage du porte-moyeu pour que la partie rapportée soit encastrée. La soudure n'aura qu'un role de verouillage. L'encastrement ne doit pas être trop profond pour ne pas compromettre la solidité du porte-moyeu. Les fonds d'entailles ne devraient pas comporter d'angles vifs. Un rayon de 0,8 à 1,2 mm est ideal. En conséquence, la partie rapportée devra être chanfreinnée sur 1 à 1,5 mm pour eviter les interferences.
Idealement, les parties rapportees devraient comporter une legere surepaisseur au niveau des plans d'appui de l'étrier. Cette surepaisseur serait enlevee apres soudage en prenant la reference dans le logement du roulement, avec un cimblot. Cette disposition garantit un rapide rodage des plaquettes, sans point chaud et une duree de vie optimale. Cependant, si ce n'est pas possible, le surfaçage des parties rapportees sans reference doit au minimum conduire à l'obtention de deux surfaces d'appui de l'etrier coplanaires. On evite ainsi de mettre l'etrietr en contrainte au serrage. C'est important pour les etriers à quatre pistons qui sont generalement en alliage leger et en deux parties assemblees avec un plan de joint. La torsion de ce type d'etrier peut rmodifier le jeu des pistons et conduire à des grippages.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: 25cd4 traité ou non?
TRD Jeu 22 Oct 2020, 21:30
Autre point hyper important.
Avant de realiser la modification. Demonter les ressorts et assembler toutes les autres pieces. Si necessaire avec des pinces etau, du ruban adhesif ou autre. Et bien verifier qu'il n'y a jamais d'interference roues braquees en butee des deux cotés, suspension ecrasee a fond et detendue à fond. Ça fait donc 4 positions à verifier de chaque côté.
On a parfois des surprises...
Une mechante interference à l'atterissage d'une bosse peut tres bien etre a l'origine d'une rupture ou un dessertissage de rotule.
Et là, on est nominé pour le championnat du monde des figures libres.
Avant de realiser la modification. Demonter les ressorts et assembler toutes les autres pieces. Si necessaire avec des pinces etau, du ruban adhesif ou autre. Et bien verifier qu'il n'y a jamais d'interference roues braquees en butee des deux cotés, suspension ecrasee a fond et detendue à fond. Ça fait donc 4 positions à verifier de chaque côté.
On a parfois des surprises...
Une mechante interference à l'atterissage d'une bosse peut tres bien etre a l'origine d'une rupture ou un dessertissage de rotule.
Et là, on est nominé pour le championnat du monde des figures libres.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: 25cd4 traité ou non?
Leogars Jeu 22 Oct 2020, 21:55
Je n’avais pas pensé à l’encastrement de la pièce et ça me parait évident à présent, la soudure n’a plus la même importance!
Je vais faire quelques test de préchauffage avec le four de la cuisine et soudure avec mon TIG sur les fixations découpées pour voir ce que ça donne...
En effet, j’avais prévu de laisser de la matière sur la partie extérieur de la pièce pour pouvoir la surfacer après soudage.
Je vais faire quelques test de préchauffage avec le four de la cuisine et soudure avec mon TIG sur les fixations découpées pour voir ce que ça donne...
En effet, j’avais prévu de laisser de la matière sur la partie extérieur de la pièce pour pouvoir la surfacer après soudage.
Leogars- Passionné
- Messages : 76
Date d'inscription : 22/10/2020
Page 1 sur 2 • 1, 2
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum