
CNC 4 axes de CARLOS
4 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 3 sur 7
Page 3 sur 7 •  1, 2, 3, 4, 5, 6, 7
1, 2, 3, 4, 5, 6, 7
Re: CNC 4 axes de CARLOS
Invité Mar 06 Mar 2018, 11:42
On ne peut pas juger de la robustesse d'une cnc si on ne connait pas les matériaux utilisés.
Si cette machine est en polystyrène ça ne vaut pas pareil que si elle est en acier. De plus ce n'est pas parce qu'on voit du volume que ça veut dire que c'est robuste, si ce n'est que des éléments en plaque alu de 1mm soudées entre elles, cette machine ne vaut rien.
Si elle est faite en panneaux agglo de 22mm comme pour ta machine alors on peut imaginer une certaine robustesse mais bon elle me semble un peu imposante au vu de son utilitée...
Par contre elle prouve qu'on peut avoir un portique rigide et mobile
Si cette machine est en polystyrène ça ne vaut pas pareil que si elle est en acier. De plus ce n'est pas parce qu'on voit du volume que ça veut dire que c'est robuste, si ce n'est que des éléments en plaque alu de 1mm soudées entre elles, cette machine ne vaut rien.
Si elle est faite en panneaux agglo de 22mm comme pour ta machine alors on peut imaginer une certaine robustesse mais bon elle me semble un peu imposante au vu de son utilitée...
Par contre elle prouve qu'on peut avoir un portique rigide et mobile
Invité- Invité
Re: CNC 4 axes de CARLOS
CARLOS78 Mar 06 Mar 2018, 12:16
Ordinerf a écrit:On ne peut pas juger de la robustesse d'une cnc si on ne connait pas les matériaux utilisés.
 Tous les détails de la machine sont sur le lien donné plus un peu haut : https://www.usinages.com/threads/cnc-mecanosoudee-type-portique-mobile-pour-laluminium.63531/.
Tous les détails de la machine sont sur le lien donné plus un peu haut : https://www.usinages.com/threads/cnc-mecanosoudee-type-portique-mobile-pour-laluminium.63531/. Prévoir cependant un peu de temps : il y a 71 pages très intéressantes
Prévoir cependant un peu de temps : il y a 71 pages très intéressantes  Que j'ai lues.
Que j'ai lues.Usinage de l'aluminium avec une broche chinoise (suite)
Avec un couple à la broche faible, on voit que Rider63 choisi une stratégie d'usinage de l'aluminium intéressante.
Comme on est limité en effort de coupe avec ces broches d'usinage, sa stratégie est d'usiner avec des petites fraises en carbure en se rapprochant au mieux du couple maxi et en poussant au maximum la puissance d'usinage. Il multiplie ainsi par 8 le volume de copeaux et usine donc 8 fois plus vite.
Je vois (comme lui) un autre avantage à cette stratégie : en tournant vite il augmente d'autant la fréquence des chocs liés à la coupe.
Par exemple, avec 20000rppm et une fraise 4 dents, la fréquence des chocs est de 1333 Hz.
Avec un peu de chance on est au-dessus des fréquences propres à la machine qui du coup "chante" un peu moins.On pourrait remplacer la broche de 3KW par un servo de 400W couplé par courroie à une tête d'usinage :

Le couple de 1.3N.m etant identique. On tournerait à 3000tr/mn au lieu de 24000 tr/mn mais la taille des copeaux resterait identique.
Les 400W à 3000tr/mn du servo seraient ainsi "équivalents" aux 3000W de la broche à 24000 tr/mn au débit de copeau prêt.
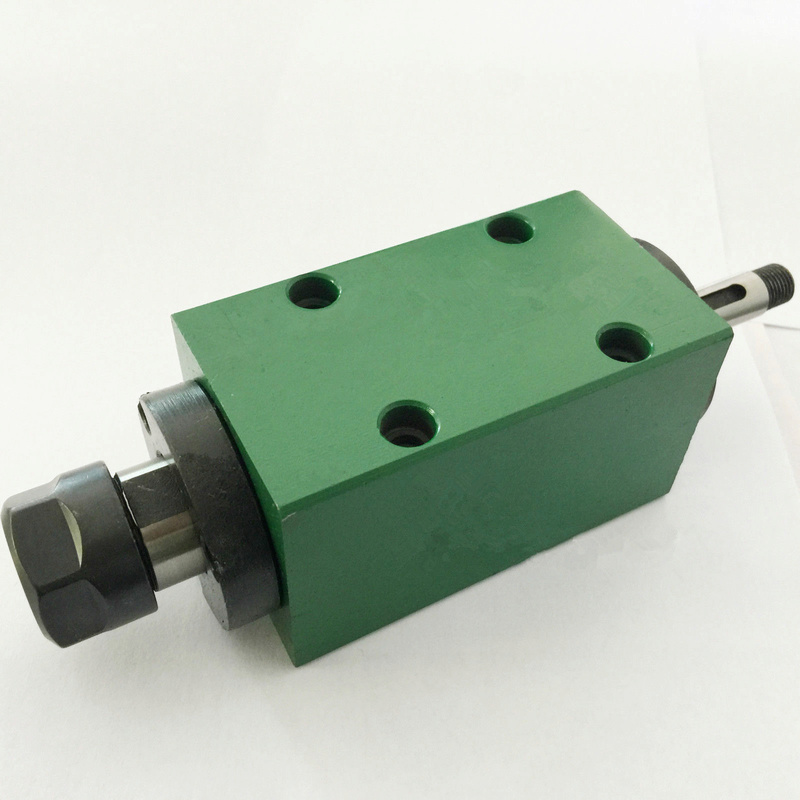
Pour augmenter le couple on peut aussi faire soi-même la tête de fraisage et utiliser un moteur électrique plus puissant que le servo.
Tête de fraisage de Micluc

Avec un moteur de de 2CV tournant à 1400 tr/mn, on atteint sans réduction un couple d'environ 10 N.m
--> 8 fois plus que la broche chinoise de 3KW et ... les copeaux pourront donc être 8 fois plus gros.J'ai découvert récemment que les chinois proposent des solutions toutes faites avec des moteurs de 370W à 1500W :
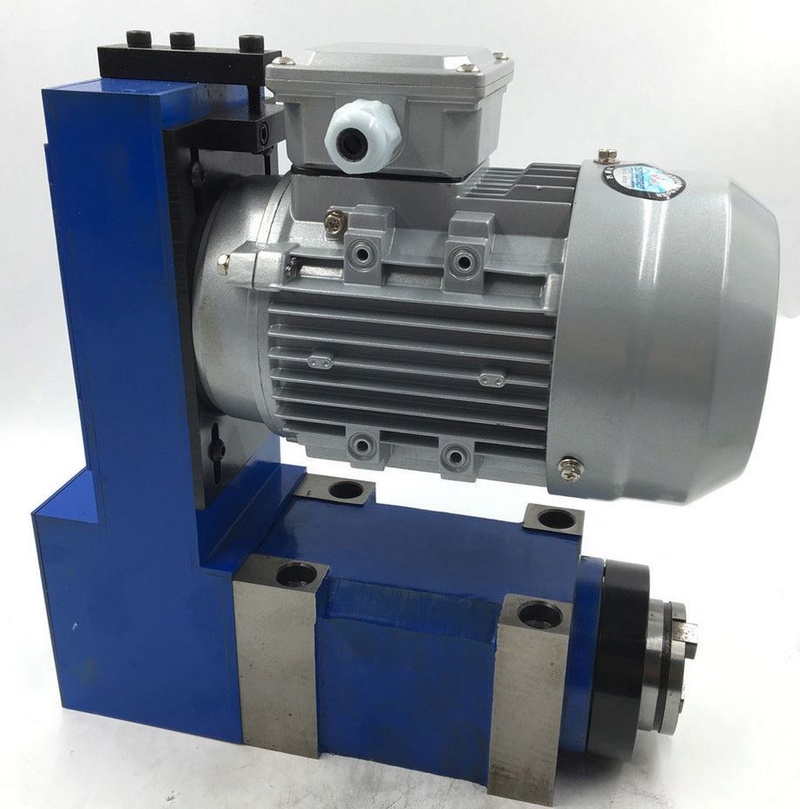
Ils sont malins ces chinois ...
Enfin, pour en finir, si je compare avec la tête de fraisage de ma fraiseuse ZAY7045
Moteur de 1500w à 1400 tr/mn + boite de vitesses de 80 à 1250tr/mn ...
 le couple pourrait atteindre 190 N.m !
le couple pourrait atteindre 190 N.m !
Carlos

CARLOS78- Passionné

- Messages : 151
Date d'inscription : 19/07/2015
Re: CNC 4 axes de CARLOS
CARLOS78 Mer 07 Mar 2018, 10:50
L'axe A

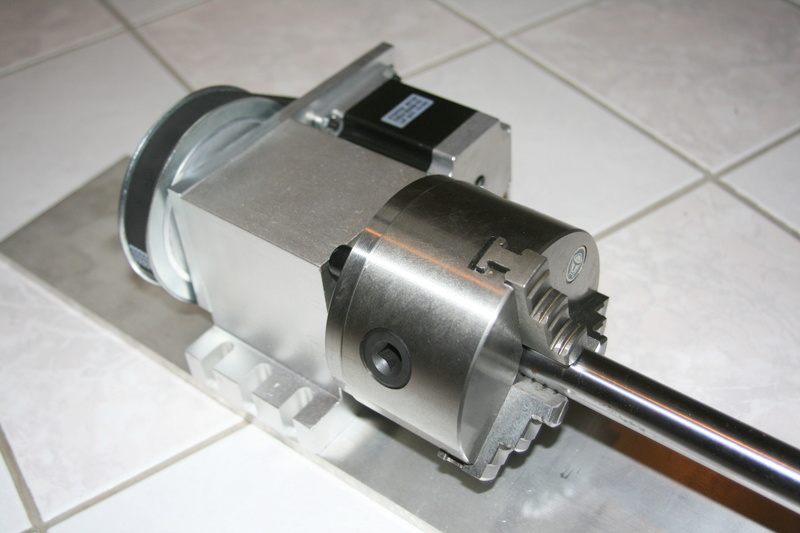

Acheté en 2014, ce kit complet existe toujours aujourd'hui avec plein de variantes. L'équivalent du mien se trouve pour moins de 300€.
Je me suis bien sur posé la question de savoir s'il était intéressant de le réaliser moi-même.
J'ai vite renoncé à ce projet parce que d'une part ce n’était pas du tout gagnant financièrement et d'autre part ma petite expérience d'usinage ne me garantissait pas du tout un résultat acceptable.
Le rapport des poulies sur ce kit est de 6:1
Ce rapport permet dans mon cas de faire tourner la pièce aux environs de 80 tr/mn maxi. Ce n'est donc pas comparable à un tour, mais plutôt à un positionneur capable de tourner "vite".
La précision de positionnement obtenue est plutôt correcte : En pas complet, j'ai 1200 pas par tour, donc une précision minimale de 0.3°. Si je compte sur les pas intermédiaires (1/8ème de pas) la précision de positionnement serait de 0.0375°. C'est largement suffisant pour mes besoins.
Avec le rapport de poulies de 6:1 le couple de maintien au niveau du mandrin est de 12N.m. Comparé au couple d'usinage de 0.9N maxi de la broche, ce couple de maintien ne réduit en aucun cas pas la capacité d'usinage de la broche tant que le rapport (D pièce / D fraise) reste en dessous du rapport des couple (12/0.9). Au delà, il faut bien sur réduire les efforts d'usinage.
Il existe des kits ayant un rapport de réduction plus importants, et d'autres qui utilisent un plus gros moteur en prise directe.
A mon avis, le rapport de 6:1 est bien adapté pour une utilisation avec une broche comme la mienne.
Carlos
Acheté en 2014, ce kit complet existe toujours aujourd'hui avec plein de variantes. L'équivalent du mien se trouve pour moins de 300€.
Je me suis bien sur posé la question de savoir s'il était intéressant de le réaliser moi-même.
J'ai vite renoncé à ce projet parce que d'une part ce n’était pas du tout gagnant financièrement et d'autre part ma petite expérience d'usinage ne me garantissait pas du tout un résultat acceptable.
Le rapport des poulies sur ce kit est de 6:1
Ce rapport permet dans mon cas de faire tourner la pièce aux environs de 80 tr/mn maxi. Ce n'est donc pas comparable à un tour, mais plutôt à un positionneur capable de tourner "vite".
La précision de positionnement obtenue est plutôt correcte : En pas complet, j'ai 1200 pas par tour, donc une précision minimale de 0.3°. Si je compte sur les pas intermédiaires (1/8ème de pas) la précision de positionnement serait de 0.0375°. C'est largement suffisant pour mes besoins.
Avec le rapport de poulies de 6:1 le couple de maintien au niveau du mandrin est de 12N.m. Comparé au couple d'usinage de 0.9N maxi de la broche, ce couple de maintien ne réduit en aucun cas pas la capacité d'usinage de la broche tant que le rapport (D pièce / D fraise) reste en dessous du rapport des couple (12/0.9). Au delà, il faut bien sur réduire les efforts d'usinage.
Il existe des kits ayant un rapport de réduction plus importants, et d'autres qui utilisent un plus gros moteur en prise directe.
A mon avis, le rapport de 6:1 est bien adapté pour une utilisation avec une broche comme la mienne.
Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: CNC 4 axes de CARLOS
Invité Mer 07 Mar 2018, 11:50
Certes 71 pages sur la machine à Rider63 mais c'est facile à lire et il explique assez bien
Le chassis est assez bien mais il faut être doué en soudure parce que sinon c'est un nid à problème
La seule chose que je trouve dommage, c'est d'avoir fait si complexe et ne pas avoir pensé à faire plus rigide
Perso quitte à faire un chassis en tôle soudées, j'aurais carément fait un chassis avec poutre en profilés bien rigide et ainsi usiner de l'acier.
A la limite il aurait fait la même machine en alu ça n'aurait rien changé, c'est un exemple de chassis lourd qui aurait pu être allégé au vu de son utilisation...
Par contre j'adore son support 3 points, j'en ai fait un presque pareil pour une machine et c'est le top
Le chassis est assez bien mais il faut être doué en soudure parce que sinon c'est un nid à problème
La seule chose que je trouve dommage, c'est d'avoir fait si complexe et ne pas avoir pensé à faire plus rigide
Perso quitte à faire un chassis en tôle soudées, j'aurais carément fait un chassis avec poutre en profilés bien rigide et ainsi usiner de l'acier.
A la limite il aurait fait la même machine en alu ça n'aurait rien changé, c'est un exemple de chassis lourd qui aurait pu être allégé au vu de son utilisation...
Par contre j'adore son support 3 points, j'en ai fait un presque pareil pour une machine et c'est le top
Invité- Invité
Re: CNC 4 axes de CARLOS
CARLOS78 Mer 07 Mar 2018, 14:43
Salut Ordinef,
Je me suis fait exactement les mêmes remarques que toi.
Un structure CNC avec des gros profilés en acier soudés ou avec des grosses sections de plaques en alu vissées pourrait je crois donner des résultats assez similaires.
Le choix de Rider63 n'est pas vraiment à la portée d'un amateur. Un puzzle de tôles d'acier à souder n'est pas la solution la plus simple de mise en œuvre, et il faut obligatoirement prévoir une reprise d'usinage des surfaces de portée qui nécessite le passage sur une grosse fraiseuse
Ce que j'ai bien aimé dans ce post c'est que les objectifs d'usinage sont précis, que les explications dans l'avancement du projet sont claires et enfin que l'auteur se donne les moyens pour y arriver.
J'aurais toutefois apprécié (compte-tenu qu'il maitrise parfaitement la CAO et la simulation) qu'il présente (à l'image de sa présentation du 1er projet en CAO) une nouvelle simulation par éléments finis de sa structure. On aurait pu ainsi comparer les deux solutions et se faire au passage une idée assez précise de la rigidité de son châssis.
Carlos
Je me suis fait exactement les mêmes remarques que toi.
Un structure CNC avec des gros profilés en acier soudés ou avec des grosses sections de plaques en alu vissées pourrait je crois donner des résultats assez similaires.
Le choix de Rider63 n'est pas vraiment à la portée d'un amateur. Un puzzle de tôles d'acier à souder n'est pas la solution la plus simple de mise en œuvre, et il faut obligatoirement prévoir une reprise d'usinage des surfaces de portée qui nécessite le passage sur une grosse fraiseuse
Ce que j'ai bien aimé dans ce post c'est que les objectifs d'usinage sont précis, que les explications dans l'avancement du projet sont claires et enfin que l'auteur se donne les moyens pour y arriver.
J'aurais toutefois apprécié (compte-tenu qu'il maitrise parfaitement la CAO et la simulation) qu'il présente (à l'image de sa présentation du 1er projet en CAO) une nouvelle simulation par éléments finis de sa structure. On aurait pu ainsi comparer les deux solutions et se faire au passage une idée assez précise de la rigidité de son châssis.
Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: CNC 4 axes de CARLOS
CARLOS78 Jeu 08 Mar 2018, 10:05
Axe A (suite)
A défaut d'avoir fait moi-même l'axe A, pour monter le kit sur ma machine j'ai du réaliser 2 outillages :
Une équerre pour avoir l'axe A vertical :


Une espèce de banc simplifié pour avoir l'axe A horizontal :


Le 4ème axe accroit considérablement les possibilités d'usinage d'une CNC.
- En utilisation positionneur : on peut se déplacer en X, Y, Z sur chaque position angulaire.
- En utilisation axe rotatif, c'est compliqué ou pas. Tout dépend du nombres d'axes qui sont activés en simultané.
La principe de la programmation est plutôt simple lorsqu'on a compris qu'un seule ligne de code permet le déplacement simultané de plusieurs axes.
Les exemples ne manquent pas sur internet de vidéos spectaculaires d'usinages réalisés en combinant les déplacements suivant 2 et 3 axes avec une rotation A...
Pour ma part, je me suis modestement limité à un déplacement suivant Y combiné avec une rotation A.
Cette approche est la plus simple à programmer. Elle permet déjà d'usiner des choses sympathiques :

Carlos
A défaut d'avoir fait moi-même l'axe A, pour monter le kit sur ma machine j'ai du réaliser 2 outillages :
Une équerre pour avoir l'axe A vertical :
Une espèce de banc simplifié pour avoir l'axe A horizontal :
Le 4ème axe accroit considérablement les possibilités d'usinage d'une CNC.
- En utilisation positionneur : on peut se déplacer en X, Y, Z sur chaque position angulaire.
- En utilisation axe rotatif, c'est compliqué ou pas. Tout dépend du nombres d'axes qui sont activés en simultané.
La principe de la programmation est plutôt simple lorsqu'on a compris qu'un seule ligne de code permet le déplacement simultané de plusieurs axes.
Les exemples ne manquent pas sur internet de vidéos spectaculaires d'usinages réalisés en combinant les déplacements suivant 2 et 3 axes avec une rotation A...
Pour ma part, je me suis modestement limité à un déplacement suivant Y combiné avec une rotation A.
Cette approche est la plus simple à programmer. Elle permet déjà d'usiner des choses sympathiques :
Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: CNC 4 axes de CARLOS
Mjc22160 Jeu 08 Mar 2018, 14:22
.....Je n'ai pas de commentaires, mais !: 

Cordialement
Cordialement
Mjc22160- Chevronné

- Messages : 1592
Date d'inscription : 13/08/2014
Re: CNC 4 axes de CARLOS
CARLOS78 Ven 09 Mar 2018, 11:14
 Merci Mjc22160.
Merci Mjc22160.Puisque je suis encouragé dans ma présentation, je vais continuer celle-ci en abordant quelques calculs autour de mon portique en AGGLO ....
D'abord je vais caractérisé l'agglo à partir des valeurs de ce tableau :
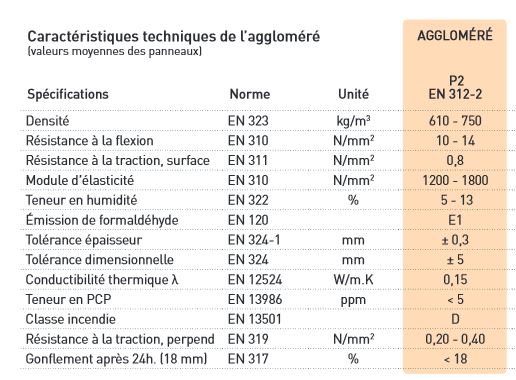
C'est l'agglo "standard" dont je prend volontairement les valeurs les plus faibles pour mon calcul :
Densité : 610Kg/m3
Module d’élasticité : 1200 N/mm2
Résistance en flexion : 10 N/mm2 = 10 MPa (1N/mm2 = 1 MPa)
Résistance à la traction : 0.8 N/mm2
Résistance à la traction perpendiculaire : 0.2 N/mm2
J'aurais pu présenter une approximation grossière du calcul de mon portique en utilisant les formules RDM qui s'appliquent en général aux poutres.
Ce calcul me suffit largement, mais pour avoir une présentation plus élégante de celui-ci, je me suis lancé dans l'aventure dune simulation en CAO (domaine que je ne connais pas du tout).
Pour simuler en CAO un faut d'une part un modèle 3D et d'autre part se donner des hypothèses de simulation.
Mes connaissances étant très limitées dans ce domaine je vais me limiter à une simulation CAO statique et faire 6 suppositions :
- les jambes du portique sont scellées au sol.
- l’ensemble des pièces (Y+Z) se situe au milieu du portique (flexion maximum du portique).
- une charge P de 300N correspondant au poids de l'ensemble des pièces (Y+Z) s'applique suivant l'axe Z au centre de gravité de cet ensemble (donc avec un bras de levier vis à vis du portique))
- une charge F de 500N arbitraire correspondant à l'effort de coupe s'exerce suivant l'axe Y au même centre de gravité. (ceci correspond à une position haute en Z, donc bras de levier maximum par rapport aux jambes du portique)
- Que ces 2 charges F et P s'appliquent sur le portique sur une surface délimitée au rectangle des 4 paliers Y
- je néglige les efforts d’accélération car l'accélération Y est d'environ 0.5 m/s2 ce qui fait pour une masse de 30Kg un effort dynamique de 30x0.5 = 15N (ce qui est négligeable vis à vis des 500N suivant Y)
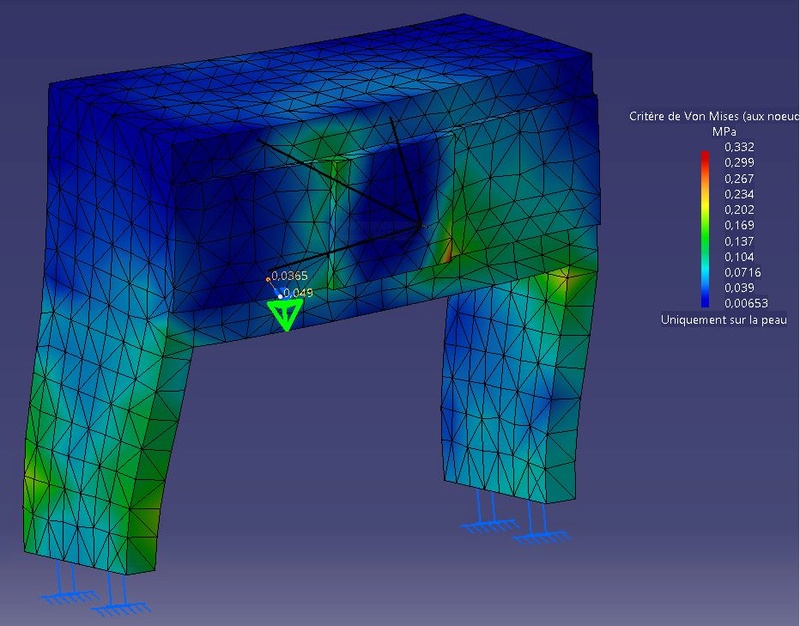
Les contraintes :

Les déplacements :


Les contraintes en flexion sont entre 0.006 et 0.2 MPa donc largement en dessous des 10MPa de l'agglo.
Les déplacements du portique sont entre 0 aux pieds du portique et environ 0.2mm sur l'un des coins supérieurs du portique.
 Ma conclusion : Ce portique est plutôt costaud ...
Ma conclusion : Ce portique est plutôt costaud ...Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: CNC 4 axes de CARLOS
Invité Ven 09 Mar 2018, 12:04
J'adore les dessins de déformations du chassis, à chaque fois ça fait peur parce qu'on se dit que notre machine va se déformer autant 
Par contre le tableau est intéressant et on constate 3 points qui montrent que le bois ne peut pas être comparer au métal.
Déjà il y a la différence de traction entre la surface et la perpendiculaire, on passe de 0.8 N/mm² à 0.4 voir 0.2 N/mm² ce qui démontre bien que l'agglo tien sous la forme de planche mais que dès qu'on y fixe une vis, l'agglo l'agglo peut s'arracher plus facilement.
En fait l'agglo fait parti des matériaux qui doivent avoir des fixations traversantes par exemple avec des tiges filetées si bien évidemment on cherche à obtenir une grande résistance.
De plus il y a le gonflement après 24h, il est inférieur à 18% ce qui est quand même beaucoup, cela dit on n'a pas le taux d'humidité qui à permis d'obtenir ce résultat (juste sa teneur en humidité qui est de 5 à 13%) mais pour autant sur une épaisseur de 20mm ça fait quand même 20x(1+0.18)= 23.6mm soit 3.6mm en plus...
Niveau précision on a vu mieux, a savoir que de ce fait ça nous donne une machine ayant une précision de + ou - 1.8mm (3.6/2), on est très loin du 1:10ème pour ce type de machine.
Cela confirme aussi que si on veut faire une cnc en agglo (ou bois) il faut impérativement avoir une hygrométrie constante toute l'année.
Par contre le tableau est intéressant et on constate 3 points qui montrent que le bois ne peut pas être comparer au métal.
Déjà il y a la différence de traction entre la surface et la perpendiculaire, on passe de 0.8 N/mm² à 0.4 voir 0.2 N/mm² ce qui démontre bien que l'agglo tien sous la forme de planche mais que dès qu'on y fixe une vis, l'agglo l'agglo peut s'arracher plus facilement.
En fait l'agglo fait parti des matériaux qui doivent avoir des fixations traversantes par exemple avec des tiges filetées si bien évidemment on cherche à obtenir une grande résistance.
De plus il y a le gonflement après 24h, il est inférieur à 18% ce qui est quand même beaucoup, cela dit on n'a pas le taux d'humidité qui à permis d'obtenir ce résultat (juste sa teneur en humidité qui est de 5 à 13%) mais pour autant sur une épaisseur de 20mm ça fait quand même 20x(1+0.18)= 23.6mm soit 3.6mm en plus...
Niveau précision on a vu mieux, a savoir que de ce fait ça nous donne une machine ayant une précision de + ou - 1.8mm (3.6/2), on est très loin du 1:10ème pour ce type de machine.
Cela confirme aussi que si on veut faire une cnc en agglo (ou bois) il faut impérativement avoir une hygrométrie constante toute l'année.
Invité- Invité
Re: CNC 4 axes de CARLOS
CARLOS78 Ven 09 Mar 2018, 15:53
Salut Ordinef
Le but de ces images de simulation est justement de bien visualiser la manière dont la pièce se déforme. L'astuce consiste à amplifier à outrance les amplitudes des déplacements, ça surprend mais c'est très révélateur.
Malgré son apparente homogénéité, l'agglo n'est pas un matériau isotrope et effectivement sa tenue en traction perpendiculaire est inférieure à sa traction longitudinale.
 Mais cela n'a aucune incidence tant que l'on se situe en deçà des valeurs maximales.
Mais cela n'a aucune incidence tant que l'on se situe en deçà des valeurs maximales.
- Le gonflement après 24h est un essai en immersion totale.
- Dire qu'une épaisseur de 20mm d'agglo passerait à 23.6mm après immersion de 24h est peut-être possible, mais en conclure que la précision de la machine serait alors de +/- 1.8mm est juste une farce. Une structure en agglo qui aurait subi ce traitement serait tout simplement juste bonne à jeter.
- Le taux d'humidité : j'ignore quel est le taux d'humidité interne de l'agglo de ma CNC et quel est ce taux dans mon sous-sol, mais je peux affirmer que sa structure n'est pas tordue, voilée, dégoulinante d'eau et que sais-je encore.
La précision intrinsèque de la machine est TOTALEMENT indépendante de ce taux d'humidité.
--> Lorsque je commande un déplacement de 100,00mm, la valeur du déplacement obtenu ne passe pas à un instant t0 par la nature du matériau de la structure (et encore moins son taux d'humidité), mais par le nombre de pas que le moteur va réellement exécuter, la transmission sans jeu de la rotation du moteur à une rotation de la vis à billes qui se transforme ensuite en une translation via l'écrou de la vis à billes d'un plateau qui se déplace tranquillement via des paliers sur des rails . Rails qui se foutent pas mal par ailleurs de savoir sur quoi ils sont posés.
Comme il est très peu probable que les variations d’hygrométrie ou de température aient pu notablement varier pendant les quelques secondes nécessaires à ce déplacement, je pense pouvoir affirmer que le déplacement obtenu sera probablement compris entre 99..99 et 100.01mm.
--> Les variations de l'hygrométrie et/ou de la température ne pourraient influencer la précision de la machine que si elles évoluaient fortement pendant la phase d'usinage.
Le seul réel interdit sur ma machine est l'arrosage.
Carlos
Ordinerf a écrit:J'adore les dessins de déformations du chassis, à chaque fois ça fait peur parce qu'on se dit que notre machine va se déformer autant ...
Le but de ces images de simulation est justement de bien visualiser la manière dont la pièce se déforme. L'astuce consiste à amplifier à outrance les amplitudes des déplacements, ça surprend mais c'est très révélateur.
Ordinerf a écrit: ... il y a la différence de traction entre la surface et la perpendiculaire, on passe de 0.8 N/mm² à 0.4 voir 0.2 N/mm² ce qui démontre bien que l'agglo tien sous la forme de planche mais que dès qu'on y fixe une vis, l'agglo l'agglo peut s'arracher plus facilement ...
Malgré son apparente homogénéité, l'agglo n'est pas un matériau isotrope et effectivement sa tenue en traction perpendiculaire est inférieure à sa traction longitudinale.
Mais cela n'a aucune incidence tant que l'on se situe en deçà des valeurs maximales. Ordinerf a écrit:De plus il y a le gonflement après 24h, il est inférieur à 18% ce qui est quand même beaucoup, cela dit on n'a pas le taux d'humidité qui à permis d'obtenir ce résultat (juste sa teneur en humidité qui est de 5 à 13%) mais pour autant sur une épaisseur de 20mm ça fait quand même 20x(1+0.18)= 23.6mm soit 3.6mm en plus...
Niveau précision on a vu mieux, a savoir que de ce fait ça nous donne une machine ayant une précision de + ou - 1.8mm (3.6/2), on est très loin du 1:10ème pour ce type de machine.
Cela confirme aussi que si on veut faire une cnc en agglo (ou bois) il faut impérativement avoir une hygrométrie constante toute l'année.
-
Le gonflement après 24h est un essai en immersion totale. -
Dire qu'une épaisseur de 20mm d'agglo passerait à 23.6mm après immersion de 24h est peut-être possible, mais en conclure que la précision de la machine serait alors de +/- 1.8mm est juste une farce. Une structure en agglo qui aurait subi ce traitement serait tout simplement juste bonne à jeter.- Le taux d'humidité : j'ignore quel est le taux d'humidité interne de l'agglo de ma CNC et quel est ce taux dans mon sous-sol, mais je peux affirmer que sa structure n'est pas tordue, voilée, dégoulinante d'eau et que sais-je encore.
La précision intrinsèque de la machine est TOTALEMENT indépendante de ce taux d'humidité.
--> Lorsque je commande un déplacement de 100,00mm, la valeur du déplacement obtenu ne passe pas à un instant t0 par la nature du matériau de la structure (et encore moins son taux d'humidité), mais par le nombre de pas que le moteur va réellement exécuter, la transmission sans jeu de la rotation du moteur à une rotation de la vis à billes qui se transforme ensuite en une translation via l'écrou de la vis à billes d'un plateau qui se déplace tranquillement via des paliers sur des rails . Rails qui se foutent pas mal par ailleurs de savoir sur quoi ils sont posés.
Comme il est très peu probable que les variations d’hygrométrie ou de température aient pu notablement varier pendant les quelques secondes nécessaires à ce déplacement, je pense pouvoir affirmer que le déplacement obtenu sera probablement compris entre 99..99 et 100.01mm.
--> Les variations de l'hygrométrie et/ou de la température ne pourraient influencer la précision de la machine que si elles évoluaient fortement pendant la phase d'usinage.
Le seul réel interdit sur ma machine est l'arrosage. Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: CNC 4 axes de CARLOS
CARLOS78 Sam 10 Mar 2018, 09:41
Lorsque on utilise des assemblages rigides entre matériaux hétérogènes, il est prudent de vérifier le comportement de ces assemblages lors d'une variation de température.
Sur ma machine je vois 3 assemblages hétérogènes susceptibles de poser un problème :
1) Les rails : axe en acier vissé sur une semelle en alu sur toute la longueur
2) Les plateaux X et Y en alu qui se déplacent sur des plateaux en aggloméré
3) Des vis à billes en acier tenues aux extrémités par 2 paliers fixés sur des plateaux en aggloméré
Pour vérifier le comportement en température de ces assemblages je vais prendre pour les 3 matériaux en question les coefficients de dilatation suivants :
- Acier : 12 x 10-6 mm/mm/°
- Alu : 23 x 10-6 mm/mm/°
- Bois : 35 à 55 x 10-6 mm/mm/° (je n'ai pas trouvé la valeur de l'aggloméré)
Pour mon calcul je me limite à une variation de température de 20° correspondante à l'écart de température annuelle de mon atelier au sous-sol.
Vérification des 3 assemblages :
1) L'écart de dilatation alu/acier est de 11 x 10-6 mm/mm/°, avec une longueur de 1 mètre la dilatation différentielle est de 0.22mm
2) L'écart de dilatation bois/alu est de 32 x 10-6 mm/mm/°, avec un entraxe des rails de 240mm, la dilatation différentielle est de 0.1536mm
3) Ce point est résolu par le fait que le montage de l'un des 2 paliers est libre. C'est une obligation.
Si ce n'était pas le cas : L'écart de dilatation bois/acier est au maxi de 43 x 10-6 mm/mm/°, avec une longueur de vis de 850mm, la dilatation différentielle serait de 0.731mm
On voit que ces valeurs sont loin d'être négligeables.
--->Il n'y a pourtant aucun impact réel sur le fonctionnement de ma machine.
Mes explications :
1) J'imagine qu'il y a glissement au niveau des fixations de l'axe sur la semelle
2) Il y a forcément glissement au niveau des fixations des rails sur les plateaux en agglo car je ne constate aucun coincement en translation des plateaux.
---> Heureusement que l'entraxe entre les rails est relativement faible.
Avec ma structure en "bois", la dilatation différentielle des matériaux est une des raisons de mon choix du portique fixe.
Carlos
Sur ma machine je vois 3 assemblages hétérogènes susceptibles de poser un problème :
1) Les rails : axe en acier vissé sur une semelle en alu sur toute la longueur
2) Les plateaux X et Y en alu qui se déplacent sur des plateaux en aggloméré
3) Des vis à billes en acier tenues aux extrémités par 2 paliers fixés sur des plateaux en aggloméré
Pour vérifier le comportement en température de ces assemblages je vais prendre pour les 3 matériaux en question les coefficients de dilatation suivants :
- Acier : 12 x 10-6 mm/mm/°
- Alu : 23 x 10-6 mm/mm/°
- Bois : 35 à 55 x 10-6 mm/mm/° (je n'ai pas trouvé la valeur de l'aggloméré)
Pour mon calcul je me limite à une variation de température de 20° correspondante à l'écart de température annuelle de mon atelier au sous-sol.
Vérification des 3 assemblages :
1) L'écart de dilatation alu/acier est de 11 x 10-6 mm/mm/°, avec une longueur de 1 mètre la dilatation différentielle est de 0.22mm
2) L'écart de dilatation bois/alu est de 32 x 10-6 mm/mm/°, avec un entraxe des rails de 240mm, la dilatation différentielle est de 0.1536mm
3) Ce point est résolu par le fait que le montage de l'un des 2 paliers est libre. C'est une obligation.
Si ce n'était pas le cas : L'écart de dilatation bois/acier est au maxi de 43 x 10-6 mm/mm/°, avec une longueur de vis de 850mm, la dilatation différentielle serait de 0.731mm
On voit que ces valeurs sont loin d'être négligeables.
--->Il n'y a pourtant aucun impact réel sur le fonctionnement de ma machine.
Mes explications :
1) J'imagine qu'il y a glissement au niveau des fixations de l'axe sur la semelle
2) Il y a forcément glissement au niveau des fixations des rails sur les plateaux en agglo car je ne constate aucun coincement en translation des plateaux.
--->
Heureusement que l'entraxe entre les rails est relativement faible.Avec ma structure en "bois", la dilatation différentielle des matériaux est une des raisons de mon choix du portique fixe.
Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Page 3 sur 7 • 1, 2, 3, 4, 5, 6, 7
» BIG CNC à portique mobile de CARLOS
» Fraiseuse 5 axes ... avant la CNC
» CNC-TEST avec LinuxCNC
» Rénovation fraiseuse 3 axes
» Numérisation Tour HBM 300
» Fraiseuse 5 axes ... avant la CNC
» CNC-TEST avec LinuxCNC
» Rénovation fraiseuse 3 axes
» Numérisation Tour HBM 300
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 3 sur 7
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum