
Fabrication de porte-meule pour affuteuse Cincinnati
Page 1 sur 1

Fabrication de porte-meule pour affuteuse Cincinnati
TRD Lun 17 Oct 2022, 23:05
Il s'agit d'un petit projet commencé il y a quinze jours. Je travaille dessus à temps perdu. Notamment les jours de pluie où je ne peux pas travailler dehors.
Je suis en train de m'equiper en meules d'affutage et de rectification en CBN. Mais je conserve mes meules alumine et carbure de silicium. Donc, je prefere monter mes nouvelles meules sur de nouveaux porte-meules.
Mes porte-meule sont destinés a être montés sur une affuteuse Cincinnati # 2 dont la broche est conique et filetée 1/2 UNC.
La broche des Cincinnati #2. Photo Heidi @ Passion-usinages

Les Cincinnati LE, Monoset, ont des broches avec le meme cône, mais le filetage est plus petit. D'ailleurs, je crois que c'est un taraudage. 3/8 UNC si je ne me trompe pas.
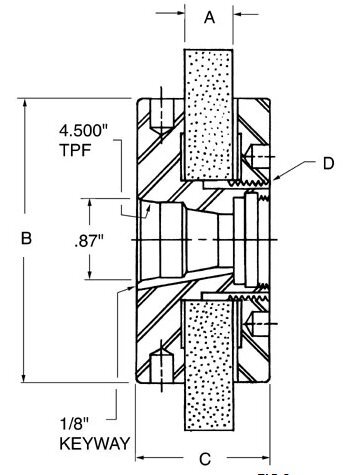
Voici un dessin des porte-meules d'origine. Ils sont prevus pour des meules d'alesage 1" 1/2 soit 31,8 mm.
J'ai déjà aussi des porte-meules de 25 achetés à Bricoleur 69 qui les avait fabriqués.
Là, il s'agit de realiser des porte-meule pour meules d'alesage 20. Evidemment, comme le cone a un diametre maximal d'entree d'environ 25 (0,87 " X 25,4 = 22, plus un chanfrein de 1,5 au rayon) il faut necessairement deporter le diametre 20 qui rentre dans la meule. Il est par consequent plus compliqué de les fixer avec un écrou. Je vais donc les tarauder. Ils seront directement vissés sur la broche.
Calcul de la conicité
Le plan indique 4,5" TPF. Ça veut dire cône de 4,5 pouces par pied. Un pied vaut 12 pouces. Donc la conicité est égale à 4,5/12 = 37,5 %.
Pour regler le tour, il faut connaitre l'angle de pente. La pente est egale à la moitié de la conicité soit 37,5/2 = 18,75 % ou 0,1875.
L'angle correspondant est l'arctangeante de 0,1875 soit 10,619 degrés angulaires.
Je suis en train de m'equiper en meules d'affutage et de rectification en CBN. Mais je conserve mes meules alumine et carbure de silicium. Donc, je prefere monter mes nouvelles meules sur de nouveaux porte-meules.
Mes porte-meule sont destinés a être montés sur une affuteuse Cincinnati # 2 dont la broche est conique et filetée 1/2 UNC.
La broche des Cincinnati #2. Photo Heidi @ Passion-usinages
Les Cincinnati LE, Monoset, ont des broches avec le meme cône, mais le filetage est plus petit. D'ailleurs, je crois que c'est un taraudage. 3/8 UNC si je ne me trompe pas.
Voici un dessin des porte-meules d'origine. Ils sont prevus pour des meules d'alesage 1" 1/2 soit 31,8 mm.
J'ai déjà aussi des porte-meules de 25 achetés à Bricoleur 69 qui les avait fabriqués.
Là, il s'agit de realiser des porte-meule pour meules d'alesage 20. Evidemment, comme le cone a un diametre maximal d'entree d'environ 25 (0,87 " X 25,4 = 22, plus un chanfrein de 1,5 au rayon) il faut necessairement deporter le diametre 20 qui rentre dans la meule. Il est par consequent plus compliqué de les fixer avec un écrou. Je vais donc les tarauder. Ils seront directement vissés sur la broche.
Calcul de la conicité
Le plan indique 4,5" TPF. Ça veut dire cône de 4,5 pouces par pied. Un pied vaut 12 pouces. Donc la conicité est égale à 4,5/12 = 37,5 %.
Pour regler le tour, il faut connaitre l'angle de pente. La pente est egale à la moitié de la conicité soit 37,5/2 = 18,75 % ou 0,1875.
L'angle correspondant est l'arctangeante de 0,1875 soit 10,619 degrés angulaires.
Dernière édition par TRD le Mar 18 Oct 2022, 07:43, édité 6 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 7578
Date d'inscription : 11/08/2010
Re: Fabrication de porte-meule pour affuteuse Cincinnati
TRD Mar 18 Oct 2022, 00:02
Realisation des ébauches
J'ai une chute de 30CND8 traité de 40 mm de diametre qui va faire parfaitement l'affaire.
Centrage

Pour tarauder à 1/2 UNC, il faut percer à...
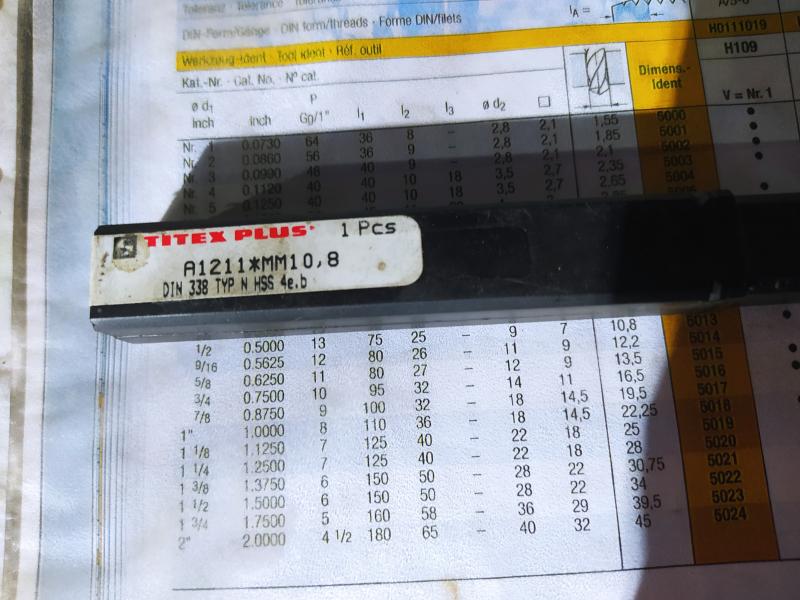
10,8, c'est ecrit dans mon aide-memoire.
Dont acte.

Dans l'acier pretraité, il faut tourner lentement avec un foret HSS.

Le cône est réalisé par tatonnements. Le petit chariot est reglé entre 10,5 et 10,75 degrés, au pifometre.
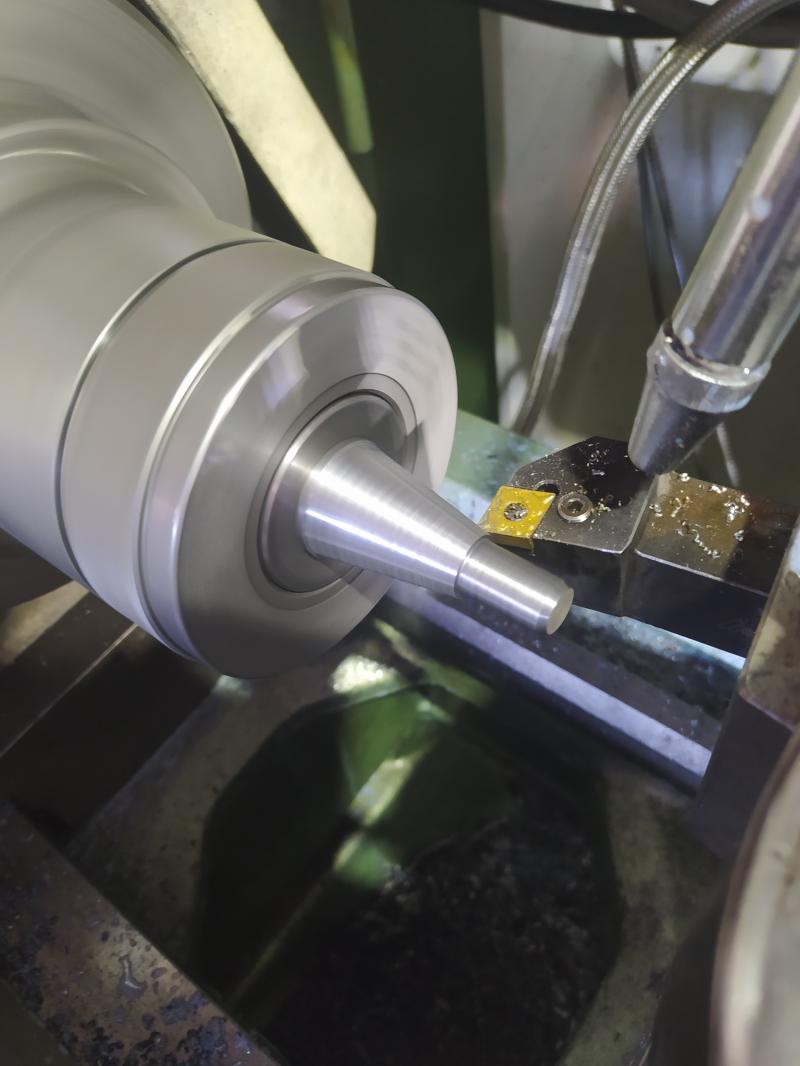
Realisation d'une ebauche de cône avec une petite barre d'alesage à plaquette carbure.
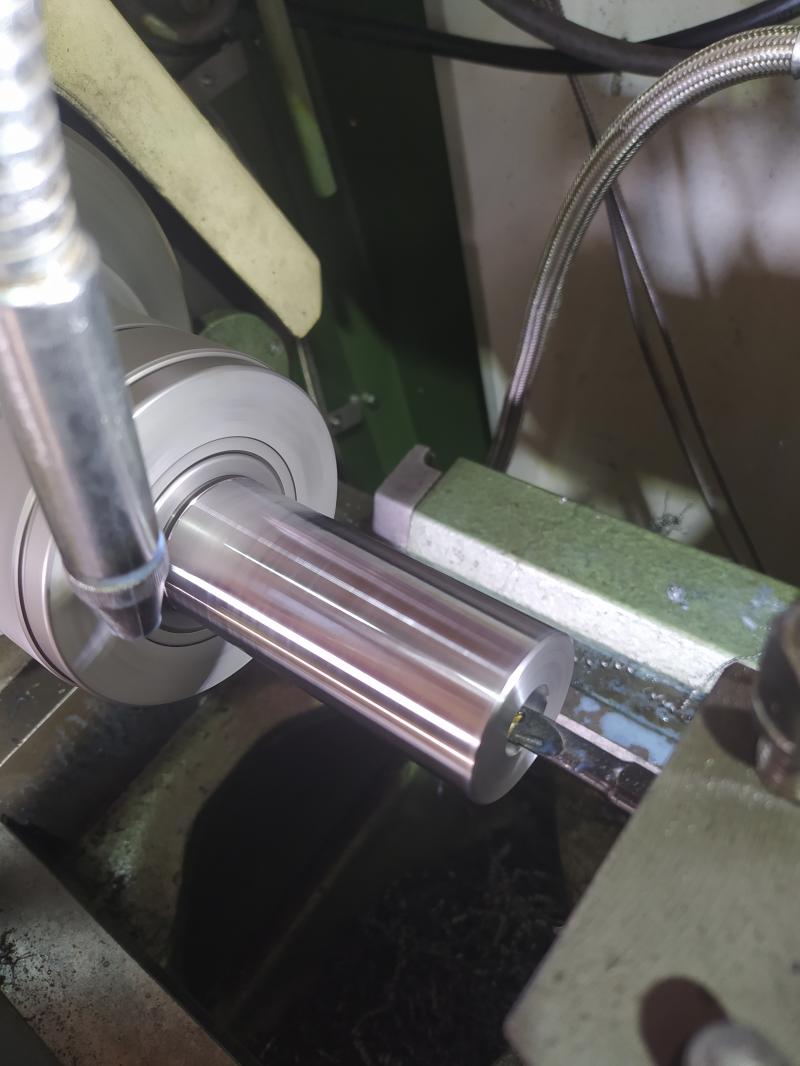
Avec un outil carbure, même dans l'acier allié traité il faut que ça... Carbure !
Pour verifier la conicité, j'ai un cône temoin, fourni par Bricoleur69. C'est celui qui a servi pour realiser mes autres porte-outils. Il faut l'enduire de bleu.

Et l'introduire dans l'ebauche du trou conique pour verifier la portée.

Les cones ne portent que du grand côté.

Ça signifie qu'il faut legerement diminuer l'inclinaison du petit chariot.
Maintenant, la pente est correcte

On ne touchera plus l'inclinaison du petit chariot jusqu'à la fin de la série.
Finition du cône jusqu'à penetration complete du cone-temoin.
Puis realisation d'un chanfrein de protection de l'entrée et taraudage.

Et nettoyage du cône.

Petit souci avec mon taraud pourtant presque neuf. Il ne coupe pas le 30 CND8T. Je commande un taraud neuf. Un Titex, pour ne pas être embêté.
Une semaine plus tard, avec un bon taraud, le taraudage n'est qu'une formalité.
Tronçonnage de l'ébauche

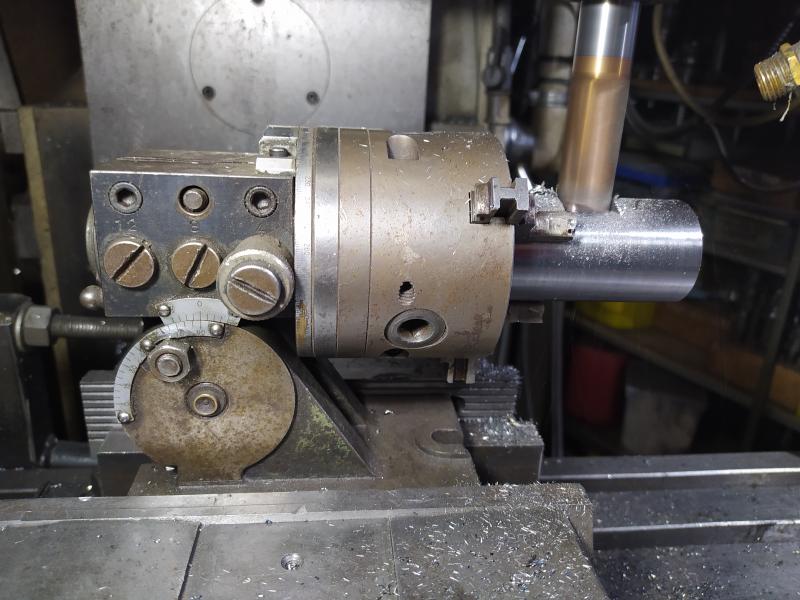
Usinage des plats de manoeuvre au diviseur sur la fraiseuse
Ebavurage
Réalisation d'un cimblot pour reprise en finition
Sur le tour, preparation d'un cimblot.
Le cône est réalisé avec le même reglage du petit chariot. Ça oblige à tourner en marche arrière.
À suivre...
J'ai une chute de 30CND8 traité de 40 mm de diametre qui va faire parfaitement l'affaire.
Centrage
Pour tarauder à 1/2 UNC, il faut percer à...
10,8, c'est ecrit dans mon aide-memoire.
Dont acte.
Dans l'acier pretraité, il faut tourner lentement avec un foret HSS.
Le cône est réalisé par tatonnements. Le petit chariot est reglé entre 10,5 et 10,75 degrés, au pifometre.
Realisation d'une ebauche de cône avec une petite barre d'alesage à plaquette carbure.
Avec un outil carbure, même dans l'acier allié traité il faut que ça... Carbure !
Pour verifier la conicité, j'ai un cône temoin, fourni par Bricoleur69. C'est celui qui a servi pour realiser mes autres porte-outils. Il faut l'enduire de bleu.
Et l'introduire dans l'ebauche du trou conique pour verifier la portée.
Les cones ne portent que du grand côté.
Ça signifie qu'il faut legerement diminuer l'inclinaison du petit chariot.
Maintenant, la pente est correcte
On ne touchera plus l'inclinaison du petit chariot jusqu'à la fin de la série.
Finition du cône jusqu'à penetration complete du cone-temoin.
Puis realisation d'un chanfrein de protection de l'entrée et taraudage.
Et nettoyage du cône.
Petit souci avec mon taraud pourtant presque neuf. Il ne coupe pas le 30 CND8T. Je commande un taraud neuf. Un Titex, pour ne pas être embêté.
Une semaine plus tard, avec un bon taraud, le taraudage n'est qu'une formalité.
Tronçonnage de l'ébauche
Usinage des plats de manoeuvre au diviseur sur la fraiseuse
Ebavurage
Réalisation d'un cimblot pour reprise en finition
Sur le tour, preparation d'un cimblot.
Le cône est réalisé avec le même reglage du petit chariot. Ça oblige à tourner en marche arrière.
À suivre...
Dernière édition par TRD le Sam 22 Oct 2022, 20:42, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7578
Date d'inscription : 11/08/2010
Re: Fabrication de porte-meule pour affuteuse Cincinnati
TRD Sam 22 Oct 2022, 19:49
Reglage du Cazeneuve HBX 360 pour realiser un filetage 1/2 UNC (13 filets au pouce.)
Actionner la tirette pour passer en pas imperiaux.

Maintenant, le tour parle anglais.
Consulter le tableau de reglage du tablier pour que le tour retombe automatiquement dans le pas.
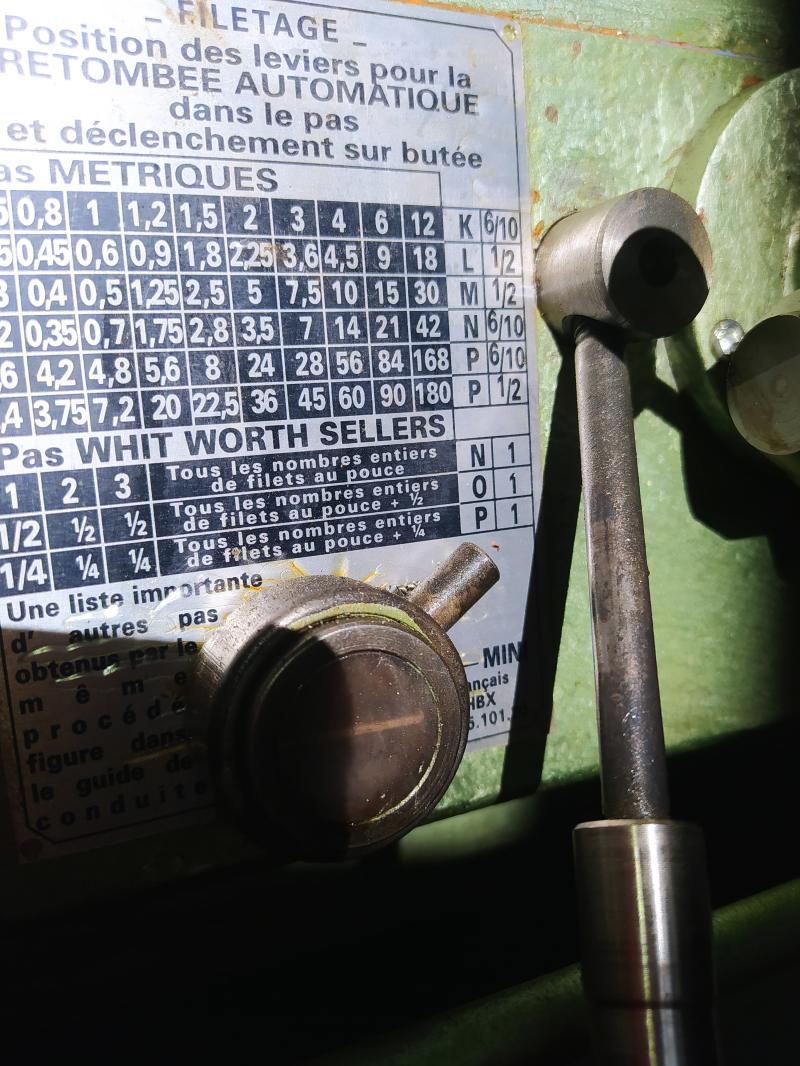
13 est un nombre de filet entier, donc on doit regler le tablier sur N1.
Tirette du tablier en position N

Levier en position 1
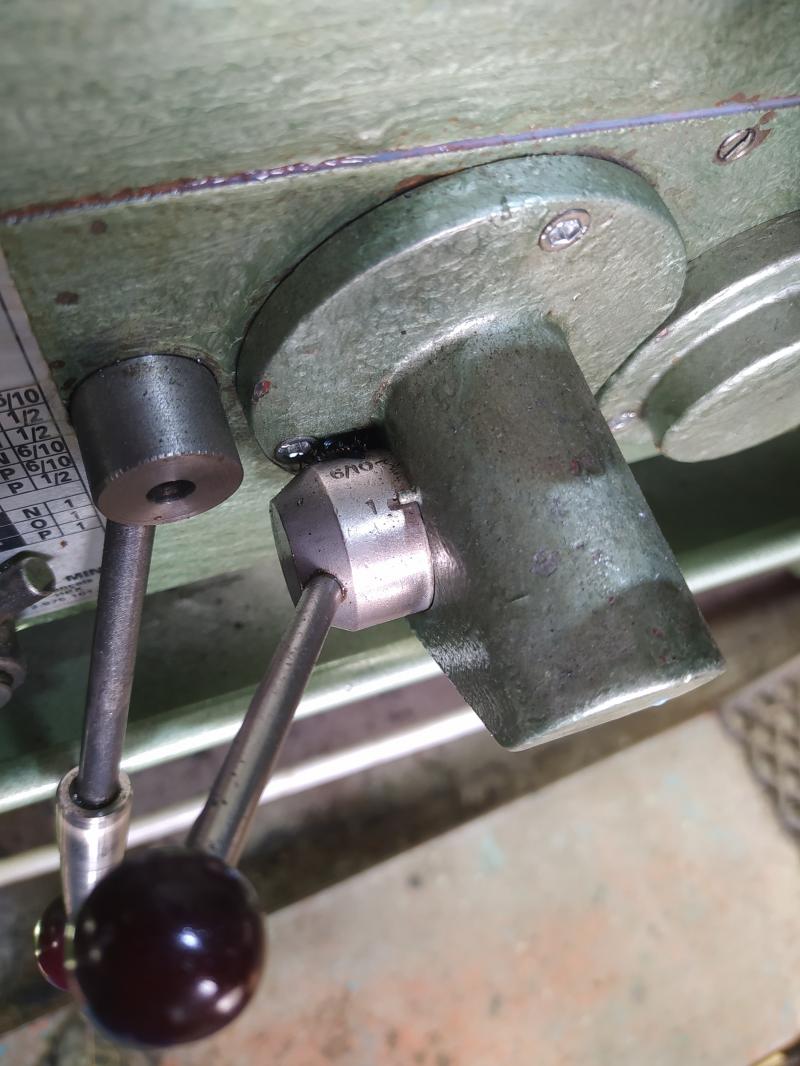
Le tour retombera automatiquement dans le pas.
Reglage du pas avec les deux leviers de la boite d'avances
Les deux bandes se croisent sur le 13.
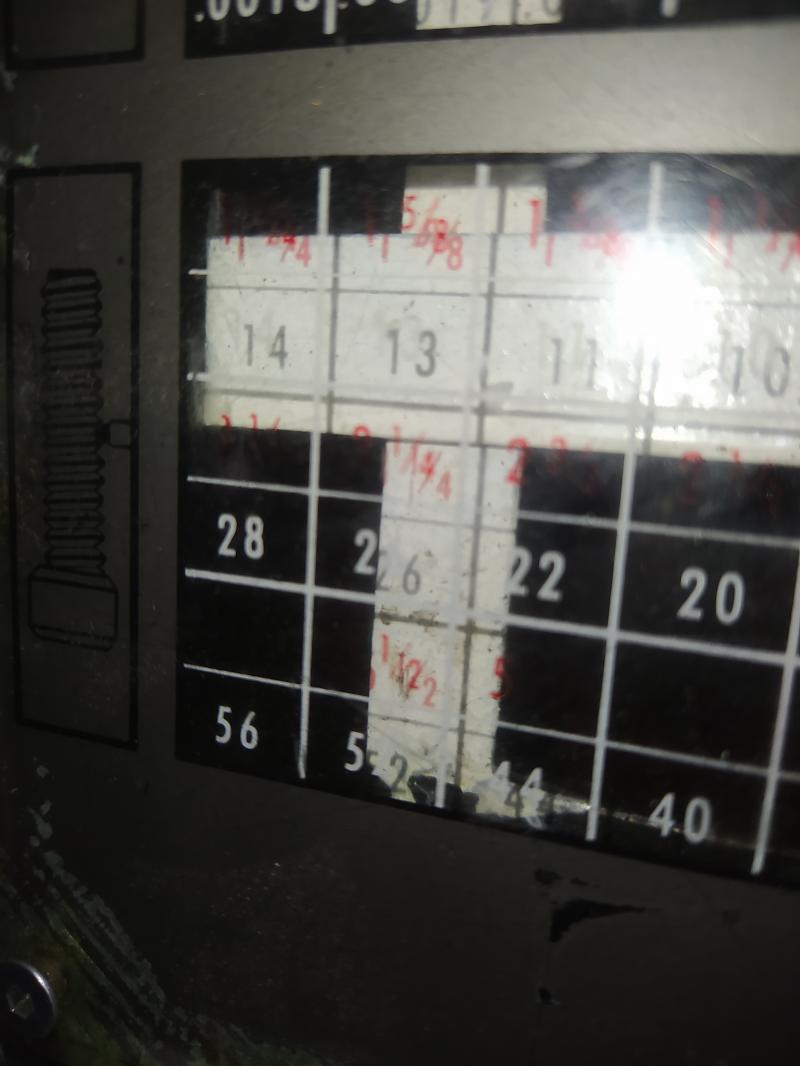
N. B : d'origine les bandes sont noires sur fond blanc. Mais sur mon tour, j'ai inversé les couleurs.
Le tour est reglé pour 13 filets au pouce.
Reglage d'une butée à declanchement du tablier pour ne pas fileter dans le cone.
Essai à vide. Le filetage s'arrete automatiquementà ras du cône
Essai avec 0,05 de profondeur de passe pour verifier le pas.
80 tours par minute.
Contrôle du pas

13 OK
Passage à la vitesse d'usinage : 300 tours par minute environ ( c'est de l'acier traité)
Plusieurs passes sans augmenter la penetration. Pour gerifier qu'on retombe bien dans le pas.
OK
Usinage du filet.
La preparation peut paraitre un peu longue, mais là le tour rst reglé pour tomber du filetage en serie même avec un presse-boutons aux manettes.
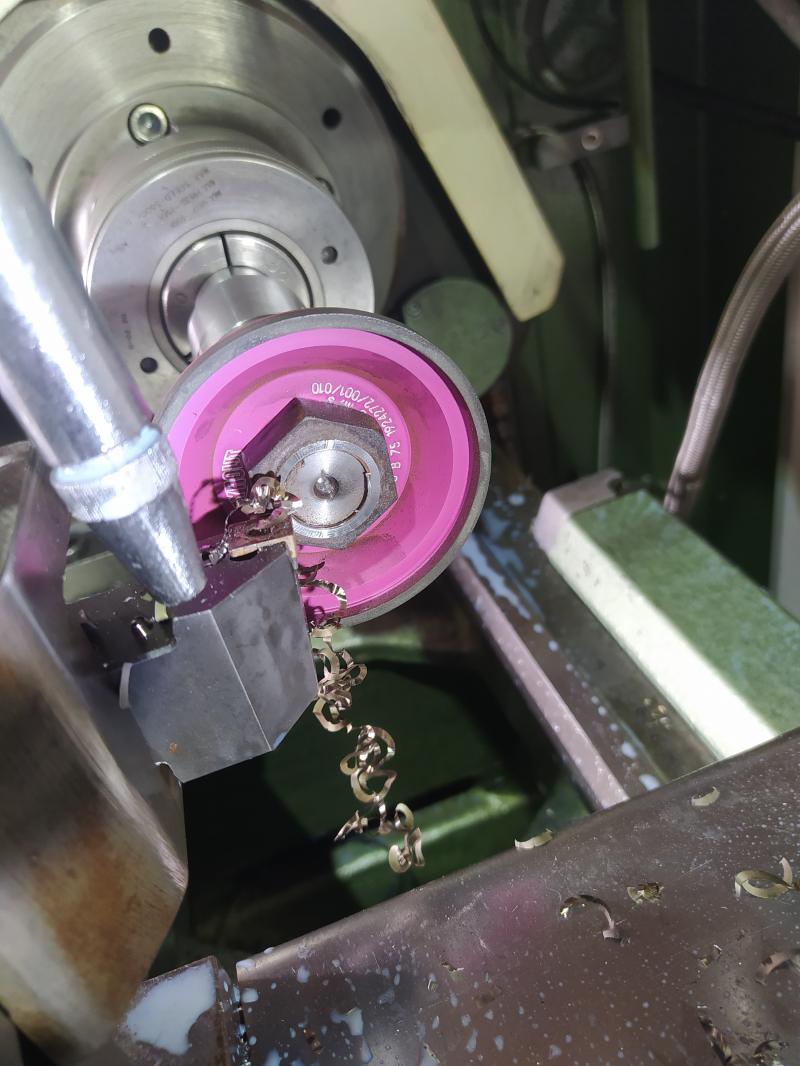
Les ébauches realisees la semaine passée se montent parfaitement sur le cimblot.

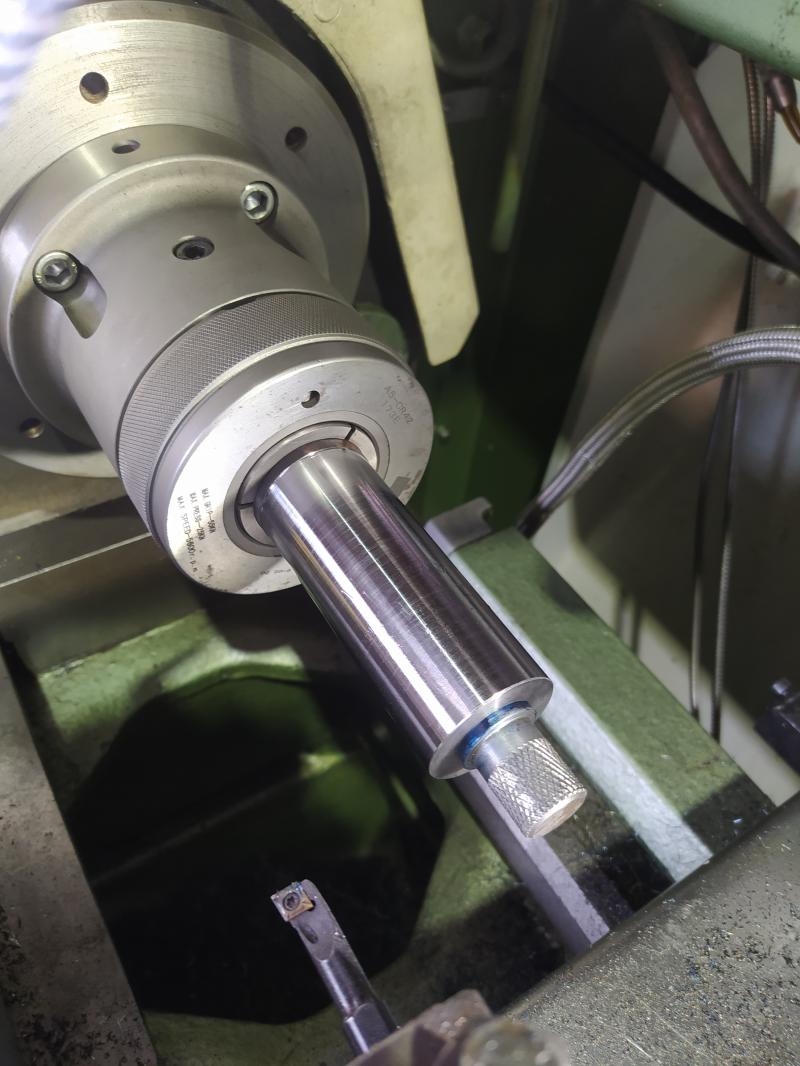
Realisation du diametre 20 de centrage de la meule.


Les dix premiers millimetres sont reduits à 19,9 en vue de la realisation d'un filetage M20 x150.
Reglage du tour pour realiser les filetages M20 x 150.
Tirette repoussee en position metrique.
Consultation du tableau du tablier.
Pas de 150 : K -6/10
Sur le tablier reglage de la retombee dans le pas sur K et 6/10
Reglage des leviers de la boite d'avances sur 150

Reglage d'une seconde butee de tablier
Essais de pas , de retombee dans le pas et de butee à faible vitesse.
Coupe du filet à 300 tours environ. Usinage du filet.
Essai de montabilité de l'écrou.

Il s'agit d'un ecrou de fusée d'auto d'occasion.
La partie servant au freinage abimée est enlevée sur le tour apres montage d'une meule.
Ensuite, l'ecrou est nettoyé sur un touret à repolir et chanfreiné.

Le premier porte-meule terminé.

Actionner la tirette pour passer en pas imperiaux.
Maintenant, le tour parle anglais.
Consulter le tableau de reglage du tablier pour que le tour retombe automatiquement dans le pas.
13 est un nombre de filet entier, donc on doit regler le tablier sur N1.
Tirette du tablier en position N
Levier en position 1
Le tour retombera automatiquement dans le pas.
Reglage du pas avec les deux leviers de la boite d'avances
Les deux bandes se croisent sur le 13.
N. B : d'origine les bandes sont noires sur fond blanc. Mais sur mon tour, j'ai inversé les couleurs.
Le tour est reglé pour 13 filets au pouce.
Reglage d'une butée à declanchement du tablier pour ne pas fileter dans le cone.
Essai à vide. Le filetage s'arrete automatiquementà ras du cône
Essai avec 0,05 de profondeur de passe pour verifier le pas.
80 tours par minute.
Contrôle du pas
13 OK
Passage à la vitesse d'usinage : 300 tours par minute environ ( c'est de l'acier traité)
Plusieurs passes sans augmenter la penetration. Pour gerifier qu'on retombe bien dans le pas.
OK
Usinage du filet.
La preparation peut paraitre un peu longue, mais là le tour rst reglé pour tomber du filetage en serie même avec un presse-boutons aux manettes.
Les ébauches realisees la semaine passée se montent parfaitement sur le cimblot.
Realisation du diametre 20 de centrage de la meule.
Les dix premiers millimetres sont reduits à 19,9 en vue de la realisation d'un filetage M20 x150.
Reglage du tour pour realiser les filetages M20 x 150.
Tirette repoussee en position metrique.
Consultation du tableau du tablier.
Pas de 150 : K -6/10
Sur le tablier reglage de la retombee dans le pas sur K et 6/10
Reglage des leviers de la boite d'avances sur 150
Reglage d'une seconde butee de tablier
Essais de pas , de retombee dans le pas et de butee à faible vitesse.
Coupe du filet à 300 tours environ. Usinage du filet.
Essai de montabilité de l'écrou.
Il s'agit d'un ecrou de fusée d'auto d'occasion.
La partie servant au freinage abimée est enlevée sur le tour apres montage d'une meule.
Ensuite, l'ecrou est nettoyé sur un touret à repolir et chanfreiné.
Le premier porte-meule terminé.
Dernière édition par TRD le Sam 22 Oct 2022, 20:50, édité 3 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7578
Date d'inscription : 11/08/2010
didbaba aime ce message
Re: Fabrication de porte-meule pour affuteuse Cincinnati
TRD Sam 22 Oct 2022, 20:32
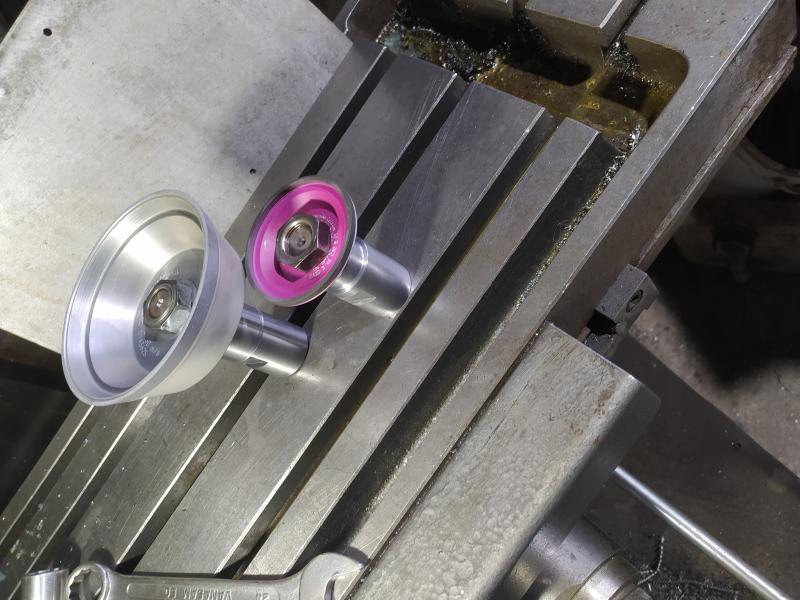
Pour le second porte-meule, j'ai décidé de faire un outil polyvalent. Il pourra servir pour des meules plates d'alesage 32, 25,4 et pour toutes les meules d'alesage 20 mm.
La seule difference se situe au niveau du diametre 20 qui comporte sur cette piece un epaulement à 25,4 et second à 32.



Des champignons anatomiques. À droite, vous pouvez admirer un croisement d'amanite panthère et... de panthere rose, bien sûr ! À gauche, vu la taille ce n'est probablement pas un bollet, mais plutôt un bol...

Et comme la journée n'etait pas terminée, j'en ai profité pour realiser un outil que j'avais imaginé il y a au moins vingt ans. Mais je n'avais jamais eu le temps de le fabriquer. Il s'agit d'un petit porte-meule pour reutiliser les trognons de meules de tronçonnage de 125 x 1 ou 125 x 1,6 sur une meuleuse pneumatique à pince de 6 mm. J'ai deja fabriqué ce genre d'outil pour les meules de diametre 76 et d'alesage 10 tres utilisees en carrosserie automobile. C'etait avec mon premier tour à courroies cuir. Cet outil me sert donc depuis trente ans. Mais celui-ci conviendra pour les trognons de meules d'alesage 22,2 usagees qui jusqu'à present finissaient à la poubelle.

La seule difference se situe au niveau du diametre 20 qui comporte sur cette piece un epaulement à 25,4 et second à 32.
Des champignons anatomiques. À droite, vous pouvez admirer un croisement d'amanite panthère et... de panthere rose, bien sûr ! À gauche, vu la taille ce n'est probablement pas un bollet, mais plutôt un bol...
Et comme la journée n'etait pas terminée, j'en ai profité pour realiser un outil que j'avais imaginé il y a au moins vingt ans. Mais je n'avais jamais eu le temps de le fabriquer. Il s'agit d'un petit porte-meule pour reutiliser les trognons de meules de tronçonnage de 125 x 1 ou 125 x 1,6 sur une meuleuse pneumatique à pince de 6 mm. J'ai deja fabriqué ce genre d'outil pour les meules de diametre 76 et d'alesage 10 tres utilisees en carrosserie automobile. C'etait avec mon premier tour à courroies cuir. Cet outil me sert donc depuis trente ans. Mais celui-ci conviendra pour les trognons de meules d'alesage 22,2 usagees qui jusqu'à present finissaient à la poubelle.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7578
Date d'inscription : 11/08/2010
didbaba et Dirkf aiment ce message
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|